
��������������H������h�����o�Ĺ��ܜp��Ŀ��Խ��Խ�ߣ�Ҫ��ҲԽ��Խ����������ӆ����̭���a��Ҏ�����µ�Ⱦɫ���ŷŘ˜ʺ�Ⱦɫ��I���˘˜ʣ���ʹӡȾ��I���ʹ�ö����̡���Ч���ܵĵ�̼���a��ˇ����֮���a��Դ��Ⱦ���ϡ��ù��ɱ�������ӡȾ��I�����ʴ�����ͣ���IҪ����lչ��Ҳ������Ҫ�������a�ɱ�����������Դ���ġ����b�ˣ����Ľ�B���ɹ��ܜp��Ⱦɫ�����̹�ˇ����ӡȾ��I������
����1ǰ̎�������̹�ˇ
����1.1��܈�ѹ�ˇ��ע�����
������ѹ�ˇ̎��/��g/L��
����NaOH 50��55
����H2O2 l3��17
�����p��ˮ������WPW-2 3
����������3056 4
����ȥë����ø 2
�������/h 24
����Ưϴ��ˇ̎��/��g/L��
����NaOH 6��7
����H202 6��7
����WPW-2 3
����������3056 4
������Ϟ��LS-99 30
����ˮ���� 10
���������r�g/min 45
����ע����헣�
������1����ѹ�ˇ��ʡ������ˮ��늵����ģ�����֮̎�Ǯa����Ϟ�l�^�yȥ�����������Ưԡ�Б����˳�Ϟ�����Ը���Ⱦɫ�^����Ϟ�z����Ʒ�����Ӱ푡�
������2����ѹ�ˇ���a�İ��Ʒ�����^��Y������ë���w�ϵĝ{��ȥ����������մ�۴�יC�����a������ɫ�ߵȴ��c��������ѕr�����ë����ø���Գ��ȥ�����w��ë�ȡ�
������3�����ڵ͙n�aƷ�����˳�ë����ø��ʡȥ��ë������❍�ȿ��_4����
������4��Ⱦɫ�r���ڲ�܇��
������5����߽z��A��Ⱥ�ƽϴ�ضȣ��Գ��ȥ�����渽�����s�|���_���M��Ĺ❍�Ⱥ��S�M���ָС�
������6�����mȾɫ�r��ȾҺ�бM����������������ֹ����ճ�B��ë��մ�ی���݁�����ɫ�ߴ��c��
����1.2ø�ѹ�ˇ
��������ø/��g/L�� 8
����������3056/��L�� 4
������Һ��/% 65
����pHֵ 5.5-7.5
�������Üض�/�� 60
�������Õr�g/h 24
����������ѹ�ˇ��ø�ѹ�ˇȥ���{�ϸ��Ƀ���������Ư��һ��ˇ�Б��ӏ���ϴ���ص�ȥ���ֽ�ĝ{�ϡ�
������Ư��һ��ˇ/��g/L��
����NaOH 28��-30
����H2O2 4��5
����WPW-2 2
����������3056 10
������Ϟ��LS.99 30
����ˮ���� l0
���������r�g/min 45
�������⣬ø�ѹ�ˇ���Բ��ß�ѹ�ˇ���������Ϟ����
����2Ⱦɫ�����̹�ˇ
����2.1Ϳ�ϻ��ɢ/Ϳ��һԡȾɫ
�����x��Ϳ��Ⱦɫ߀�Ƿ�ɢ/Ϳ��һԡȾɫ���ɸ���؛��Ҫ���ɫ������һ����ɫ������ɫ���{ɫͿ��Ⱦɫ�r���Ⱦɫ�ζ��^�ã����x��Ϳ��Ⱦɫ�������a��ɫ��ɏɫ�r��ɫ�ζ��^���ˣ��������ɫȾɫ���x�÷�ɢ/Ϳ��һԡȾɫ������߸��Ⱦɫ�ζȡ�
����2.1.1Ϳ��Ⱦɫ�τ��������x��
�����τ�ͨ�^����Ĥ��ʹͿ����𤸽�ڿ�����档���Ĥ����ֱ��Ӱ�Ⱦɫ�����cȾɫ�ζȡ�Ϳ��Ⱦɫ�τ��x��Ҫ�����£�
������1�����ȡ����ζȣ���ϴɫ�ζ������ǝ�Ħ���ζ�Ҫ�ã�
������2����Ĥ�ٶ�Ҫ������Ĥ���oɫ����ճ�ڌ���݁��Ҫ����������
������3�����c���N�������ʹ�ã���Ⱦ�Ժã����ƹ���Һ�����Ժã������зӻ�Ư������F��
����һ��Ϳ��ȾɫҪ���˷�Ӿ�Ƅ��������Ϳ�ϵ�ɫ����ʹ�����S�M�ɫ�r�G�����Ʋ�����ǡ��l���͗lӰ�ȴ��c����ˣ��τ�Ҫ�x���cͿ�ϼ���Ӿ�Ƅ�ƥ���Ժã�����ɫ�ߣ�����մ�ی���݁��Ʒ�N��
�����P����ԇ���Ϳ��ӡ���τ�CS.9000A��AH-3��872��NFһ1��PBA��FWT���ػ��τ���Ʒ�N�c��Ӿ�Ƅ������݄���Ϳ��ԭ�{�������ԣ��l�F�τ�NFһ1��FwT��PBA�����܃��������H�����Ժã����Ҹ��ɫ�ζȺã����r���^�ߡ�������]���a�ɱ���AH.3���ػ��τ��r����ˣ�����Ч��Ҳ���ԣ���Ҫע�⻯�ϳ���
����2.1.2Ϳ�ϻ���ע�����
�������H���a�У������DZ��ϮaƷ�|�����P�I�����ϲ��������ɫ�ߡ�Ϳ�ϻ��ϑ�������������������s�|��Ư������a�r�����F����ɫ�ߡ��͠�ߵȴò����Ҍ���݁��մ�ۣ�Ӱ����a���B�m�ԡ���ˣ���ע�⻯�ϵij���ʹ�ò�ͬ����������������ֹ���N����������B�½��|���������һ���γ��͠�Ư������a�����ߡ�
����2.1.3Ϳ��Ⱦɫ���a��ˇ
������1�����������\�{Ϳ�Ϲ�ˇ/��g/400L��
����Ϳ����HR 60
����Ϳ���{HB 120
����Ϳ�Ϻ�HBB 10
�����τ� 8000
������Ӿ�Ƅ�PMSһ100 2000
�������݄�AF-O1 100
�����ض�/�� 150��160
����������\�{���y܈Ⱦ�B�m��ˇ/��g/400L��
������ɢ�{2BLN 100
������ɢ��HFRL 50
����ʿ���{RSN 80
����ʿ�ּtF3B 30
�����ߜ�Ⱦ��TF-201 2000
����190�決�棬�B�m����߀ԭ�@ɫ��
������2����ɫͿ��/��ɢ��ˇ/��g/400L��
����Ϳ��/��ɢһԡ܈Ⱦ��ˇ
������¡�tSGL 60
����Ϳ�����tH4R 60
�����τ� 8000
������Ӿ�Ƅ� 2000
�������݄� 100
�����ض�/�� 190
�����������ɫ���y܈Ⱦ�B�m��ˇ/��g/400L��
������ɢ��tS-3GFL 10
������¡�tSCL 158
����ʿ�ּtF3B 124
����ʿ�ִ�tR 10
�����ߜ�Ⱦ�� 2000
����195�決�棬�B�m����߀ԭ�@ɫ��
����������ˇ�У�Ϳ�Ϟ��Ϻ�̫�R�����裩�aƷ����ɢ��ʿ��Ⱦ�Ϟ鳣���@�aƷ��
����Ϳ��Ⱦɫһ��Ҫ���^�����ɫ������ɫ�⣬����ζȡ���aƷ��ˮϴЧ��Ҫ�t���˱��棬�˕r�����a��Ҫע���ֺ�ɣ���ֹ���F�L��ӡ�y��ȥ������õ͜�130�決�棬��ֹ�ɳ���һ�£����Cˮϴǰ��ɫ��һ�¡�
����Ϳ��Ⱦɫ���܈Ⱦ�B�mȾɫ��ˇ�����Hʡȥ�B�m����߀ԭ�@ɫ�����ұ���ضȵ͡��p�ٹ�ˇ���̿��Ԝp�����a�дò��a�����ʣ����s��ˮ���ܡ�
����2.2ʿ���[ɫ�wȾɫ
����ʿ��Ⱦ��ͨ�����ô�יC܈�Ҹ��wҺ��Ȼ�������B�m�C�_��߀ԭ�@ɫ����Ⱦ���ԓ��ˇ����࣬��˲����[ɫ�wȾɫ��ˇ��ԓ��ˇ�nj�ʿ��Ⱦ��ֱ�Ӽ��˵�߀ԭ�@ɫҺ�У�ʹȾ����߀ԭҺ�����[ɫ�w��ʽ���ڣ���܈���M߀ԭ���䣨100������1.5��2min����Ⱦ���ٽ�ˮϴ����������ϴ����ɡ�
����ʿ���[ɫ�w�B�mȾɫ���c��
������1���p���˴�יC�����s��Դ��������
������2��߀ԭҺ�м���ʿ��Ⱦ�ϣ�ֱ�����B�m�C�_��Ⱦɫ��������߀ԭҺ�м���ɫ���������Ć��}���ϲ���ȾҺ��Ȳ�׃���p��ǰ����ɫ���p�����a�h����ɫ�Ⲩ�ӵ�Ӱ푣����a��ǰ��ɫ�ⷀ��һ�£�
������3�����Է�ֹ��יC܈܇���������{�������a����߅��ɫ�
����ʿ���[ɫ�wȾɫ��ˇ̎��
�������U��/��g/400L�� 5000
����NaOH/L 20
����ʿ���{BC/��g/400L�� 120
����ʿ�ּtF3B/��g/400L�� 20
����100c��=������1.5��2min��һˮϴһ����һ��ɡ�
�������yʿ��Ⱦɫ
������יC܈Ⱦ��ɹ�ˇ̎��/��g/400L��
����ʿ���{BC 200
����ʿ�ּtF3B 26
������Ⱦ�� 2000
�����B�m߀ԭ�@ɫ̎��
�������U��/��g/400L�� 5000
����NaOH/L 2O
����100������һˮϴһ����һ��ɡ�
����2.3����Ⱦ��܈���B�mȾɫ
����һ�㣬����Ⱦ��܈��܈����ˇ��5����܈һ��_܈.������ϴ����Ҫ��יC��܈Ⱦ�Ϻ�ɺ����M���B�mȾɫ�C������ɫ����ϴ����ɡ�������Ⱦɫ܈���B�mȾɫ��ˇ�tֻ��Ҫ��ͨ�B�m܈Ⱦ�C�������Ⱦɫ�^�̡��������М\ɫ�������\ɫ���û���Ⱦ���B�m܈Ⱦ��ˇ���������c��܈����ˇ�B�mȾɫ��ʡȥ�˴�יC���p����ԇɫ�r�g���p���˴�Ʒ�ʣ����������a�ܺijɱ������䌦���М\ɫ����Ⱦɫ�����ڱ����˳��_܇����Ⱦ����������ɵ�ɫ�ɫ���������ȱ�c����Ⱦɫ��ˇ���̶̣�����Ⱦ���c������|��Ⱦ�r�g�̣����Ⱦɫ��Ҫ�����ϴ����ֹɫ�ζ��½���
������1������Ⱦ��܈���B�mȾɫ̎��/��g/400L��
���������G�tLES 160
�������Խ��SLES 8
������ɫҺ 25000
��������1.5min��܇��50m/min��ˮϴ-����.��ɡ�
������2�����y܈��܈����ˇ
�������̎��/��g/400L��
���������G�tLES 250
�������Խ��SLES 16
�����B�m������ɫ̎��/��~/400L��
����ʳ�} 40000
�������A 20000
����������1.5min��܇��50m/min��һˮϴһ����һ��ɡ�
����������ˇ̎���У�����Ⱦ�Ϟ�̩�ݺ�Դ�aƷ��
����2.4��������Ⱦ��Ⱦɫ
����������Ⱦ����W�����ã���˳���ӆ�κ���ʹ�á�����Ⱦ�����^�õ�ɫ�ζȺ��Օ��ζȣ����Ҳ�����c���w���ܺã�����x����߀ԭȾ��Ⱦ�����Ư�����Ʒ�o��z�⣬Ⱦɫ��ɫ�ⷀ������ɫ������ʿ�ֺͻ���Ⱦ�����ײ���ɫ���Ͱ��ǡ�
����2.5�aƷ��ɫ�ζ�ָ��
���������̹�ˇ���ڜp���˹������̣������p����Ⱦɫ�^���еIJ��������أ������ɫ�p�٣�ɫ�ⷀ�����aƷ�|����ߣ���ɫ�ζ�Ӱ푲���
����
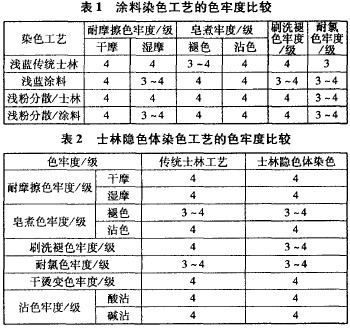
�������aϵ������Ư�{ɫƷ�N��ʿ���{BC����Ư�ζ��_3��4����ʿ�ֻ�M����׃ɫ�����ƣ����m������ˮϴҪ��ʿ���{RCL����Ư�ζ����_��4�����ϣ��m�����aƯ���{ɫϵ�У���܊�{R����Ư�ζȞ�4��5�����m�����a�G�{���{ϵ�С�
����
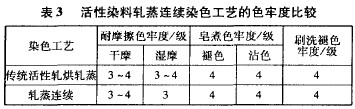
��������Ⱦ��܈���B�mȾɫ���a�{ɫ�r���������׳��FɽӰ��ɫ�l���c����ˑ��x�����ָߣ���Ⱦ��ȺõĻ���Ⱦ�ϣ����H�ɽ���Ⱦ����������ֹ������Fɫ�ߣ�߀�������Ⱦɫ�ζȡ�LESϵ�л���Ⱦ����Ⱦ��ȸߣ�ɫ�ⷀ���Ժã�Ⱦ�������٣�Ⱦɫ�ζȺá�
����3 Ⱦɫ��ˇ�ɱ�
������1����ѡ�ø�ѹ�ˇ
�������y��ˇ��ÿ�f��Ӌ�㣬܇��60m/min�r���ӹ��r�g��3h������������7��5t����ˮ50��60t�����60kWh���@����ζ��ÿ�f�ײ�������ѹ�ˇ���Խ���1260Ԫ���p����ˮ�ŷ�50��60t��߀������ˮ�M��ܛ��ˮ�M����ˮ̎���M�����һ�����S��a��3000�fm,һ��ʹ����ѹ�ˇ����ô�꽵��188�fԪ���p����ˮ����ˮ�ŷ�7.5�ft�����9�fkWh������Ч������Ч���@����
������2��Ϳ��Ⱦɫ��ˇ
����������Ⱦɫ�BƩ��Ⱦ��ˇ�������������ġ������a1�fmɫ���B��܈Ⱦ4h��܇��40m/min��Ӌ�㣬������8t�����40kWh����ˮ40t��ʹ��Ϳ��Ⱦɫ���Խ���1500�fm�����40kWh����ˮ�͜p����ˮ�ŷ�40t���p���ù�4�ˡ���ÿ�����aͿ��Ⱦɫ��100�fӋ�����Խ���l5�fԪ�����4000kwh���p����ˮ����ˮ�ŷ�4000t���p���ù�260�˴Σ�8h����������������Ϳ��Ⱦɫ��߀����ʡȥǰ̎���Ľz����ܽ���Ч�����@��
������3��ʿ���[ɫ�wȾɫ�ͻ���܈���B�mȾɫ��ˇ
����ʿ���[ɫ�wȾɫ�ͻ���܈���B�mȾɫ��ֻ��Ҫ�B�m܈Ⱦ�C������ʡȥ���Ⱦɫ�C����܇��40m/minӋ�㣬���a1�fmɫ�����Թ�ʡ����2t�����160kWh����ˮ2t��ʹ���@�ɷN��ˇ�����a100�fm�������Խ���5�fԪ�����l��6�fk���p����ˮ����ˮ�ŷ�200t��
������4����������Ⱦ��Ⱦɫ
���������@�Ⱦ�ϵĄ�Ⱦ�Ժ����w�Էdz��ã������z��Ҳ�кܺ���Ⱦ�ʡ��˹�ˇ���a�Ľ���ָ�˱Ȼ���܈���B�mȾɫ��ˇ���@��
������Դ: �w����
ԓ�����r�]���uՓ��
���¼��g����
�c������
 ��
����ӡ�����g����2Ⱥ��
����ӡ����Ƹ/��2Ⱥ
��
����ӡ�����g����2Ⱥ��
����ӡ����Ƹ/��2Ⱥ
 ��APP
��APP ��̖��yinhuashijie
��̖��yinhuashijie �֙C��
�֙C�� ��ӡ�����硷�s־
��ӡ�����硷�s־ ��Ⱥ�����
��Ⱥ����� �ͷ�
�ͷ�










