
����һ����ˇԭ��
�������ݼ������ϵĮ������ݵ��γ����������w�S����A���l���տs�����ԣ� �Լ����A��֬���з�ˮ�Զ������A��ԭ����������ӡ�����܈��A��ĩӡ�Ϸ��A��֬�����w�S���A�l�����տs�� ��ʹӡ�з��A��֬�Ļ��y̎�� �w�S�������A�w�S�����տs���ö��D�����s�����ݻ���
���������D���OӋ
���������Ρ����ݼ����ݲ���Ҫ�@���S�Mͦ�������ͣ����ȑ��_ʼ�ĈD���OӋ���]������Ҫ�c��
����1.��ɫҪ�٣��m��1��4��ɫ��
����2. �����Ρ� ���ݵĻ������С�С�K������� ��̫��2cm���ėl��С���͞��o�IJ��֞�á�Ҫ�����ݵ���e���־��� ���Ҳ����^����Ķ���֮һ��ͬ�r�����OӋ�^̫���^С�ĉK�棬 �^�����c�������ӡ�ĈD����
����3.�OӋ�c�����Ρ� ������Y�ϵĻ��ͣ� �m���ù�����С�K�� ɢ���ȈD���� �@��ӡͿ�Ϻ�Ӱ�����Ч���ͳ�Ʒ��ʢ��
�������������x��
���������ܫ@���ָ���ܛ���������m����һ�N������ �ĸ��X�� �����Ρ� ���ݼ��Ŀ����˲����^��֧����ϡ���Ŀ���糣�õ�30367269������3030 6868�����ȡ�
�����ġ�������Ʒ��Ҫ��
������ˇ���̔[�pһ��ëһ�˝{һ��һ��Ưһ��ϴһ�_܈��һ�z��
����1��ë
���������Ρ� ���ݼ��ğ�ëͬ��������һ�ӣ� ����������һЩ��ë�� ʹ������ݺ�İ�����❍���^�� ͬ�r���M��ӡ����ˇ���a����Ҫ��
������ˇ�l����ë�Δ�����������
����܇�٣�1OOm/min
������ë�❍��; 4������
����2. ����Ư
���������Ρ� ���ݼ�������Ч���c��ˮ��֬�͉A�ĝB�����е��Pϵ��Ӱ푿���B��������Ҫ�������ϵĝ{�Ϻ�Ϟ�|�� ������ȥ�������ϵĝ{�ƺ���֬Ϟ�|����ߝBЧ����ץ���ˣ���Ư��Ҫ���˝{�������Զȝ��ס�ëЧ��1 0C 3~1���ϡ������_������Ҫ��ë�Ժ�10��1 5g/l���Aƽ�����K���܈���M���˝{�ض���4��6С�r���ُ��˝{����������܈10��1 5g/l���A�քe�ڃ�ֻ102~]05��C��0.5MPa��J�������������1С�r���������M��ˮϴ��2��2.5g/1�������cƯ�ף� Ȼ��ffj 4�� 6 g/1����Ó�ȡ�ˮϴ���A�к͡��_܈���̎����
����3. �z��
���������Ρ� ���ݼ�ǰ̎���^�̵����һ���h���ǽz�⣬ �z��Ч���ĺÉIJ���Ӱ�ӡ��Ч��������ֱ��Ӱ푡����Ρ� ���ݼ��ij�Ʒ�ָк̈́��ȡ������Ρ� ���ݼ��Ľz�ˇͬ��������һ�ӣ� Ҫ�⡢�㡢���� �� ��܈�ۉA���Ҫ�⡢���e���Ҫ�㡢����Ʒȥ�AҪ����
�����塢ӡ ��
����

������һ����
����1. ��Ͳ�ʂ�
������1�� �����Ρ� ���ݼ���Ͳ��������U�ʣ� �cһ�㻨�������s�ʲ�ͬ�� �����ճ�Ҏ��̷�����
����
������2�� �����Ρ� ���ݼ��Ę�֬��Ͳ�|���ĺÉģ���ӡ��Ч���ͷ��AЧ�������P��Ҫ�ġ���tǰ̎��Ҫ�ã� ��t����❍��Ҫ�ߣ� �r��Ҫ�L�� ���ε����P����t�oɰ�ۣ��o�z�������ȸߣ����g���Ҫ��һ��ӡ�������r� ��Ȟ�20~22�z��
����2. �{�{
������1���ƺ�
�����҂���ԭ�����^��κY�xԇ ������ܫ@���^�������Ч������ɫ�{���c�黯��A���_ʹ�ã���ɫ���ݵ�Ч��Ҳ���^���롣
������2����ˮ��
���������Ρ����ݼ��aƷ���ӵ��P�I�Ƿ�ˮ�����|�������ܣ� Ŀǰ���õ�PhobotexFTC�ڷ��AЧ�����ָеȷ�������^�õ�Ч����������50g/l�r�����AЧ����ѡ�
������3��ɫ�{�{��
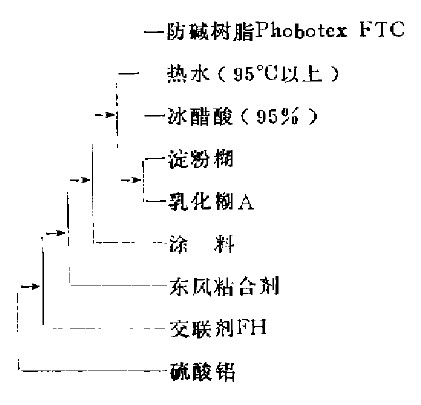
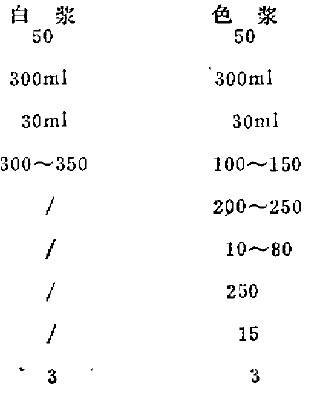
������ˮ��֬Ph��botex FTC�����95��C���ϟ�ˮ��ȫ�ܽ⣬ �����ٔ������o�w����ܼӱ�����ʹ����ȫ�黯����Ȼ��ß��ڿ��ٔ����¼���{�У� �����^�m�����¼�����K��ʹ�ضȽ����Ҝأ��Ѻ�����ܽ�õ������U���ɡ����A��֬ɫ�{�r��Ϳ�ϡ�ճ�τ���������헼�����A��֬�{�У� Ȼ�����Ϸ����������X��
�������A��֬�{������g/1�����{�{�������¡�
����
����3ӡ ��
������Ͳ���� 1#���A��֬�ם{;2#���A��֬ɫ�{;3#��݁�_ˮ;4#ӡ��ɫ�{�������Ρ����ݼ���ӡ���^���г��Գ���ƽ�������⣬Ҫ�J����܇�^��;��ע��z��δӡ��֬������Ѹ�ٽ��� ӡ��֬�����Բ�¶�ןo����F���������
����4. ����
�������A��֬һ��ӡ�Ͽ����Ժ���ʹ���A��֬�����õķ��A�����������ݣ� �����]���÷��A��֬�ķ��A���ܡ��x�迗��һ���Ę�֬���⣬߀�迼�]���A��֬�Ŀ�Ь�Yͧ�Ć��}�����ڷ��A��֬ӡ�ƺ�����160���±���2��犲������ӷ��A��֬���Ĉ��g�ԡ�
�����������ݹ�ˇ
����1. ��ˇ����
����ӡ������Ʒһ�ϝ{һ܈�A ����һ��ʽˮϴȥ�A-���
����2.Ӱ����ݺ�����Ч������Ҫ����
����Ӱ����ݼ��|������Ҫ������;�ϝ{�؝�ȡ�܈�A�ضȡ�܈�A��ȡ����Õr�g�ȡ��҂����@Щ��ҪӰ���������Ҫ��ӑՓ���£�
������i���ϝ{�����Ӱ�
�����ϝ{���������Ʒ�{��ħ�����ݵ�ͦ���ȣ� �����ò�ͬ�ϝ{�ĝ�ȣ���Ʒ�ָк̈́���Ҳ������ͬ��ͨ�^ԇ �����8��30g/1�rЧ���^���롣
������2��܈�A��ȵ�Ӱ�
����Ӱ푡����Ρ� �����|�������غܶ࣬ �����ԉA��������ԭ�� ���ֻ�Ю��A��Һ�_��ijһ�R��ֵ�Ժ� ���ܼ�ʹ���A��֬ �����ƉĶ�����A���ã���������]�з��A��֬���������w�S�l���@����������տs����������m���l��ʹ���������Ӱ푶��a�����õ�����Ч�����҂���ӡ�з��A��֬���������Ҝ��� ͬ��Ȼ���A��Һ���M�н�
����܈��2�����ˮϴ�����̎����С��ԇ���Y����D1��ʾ
����
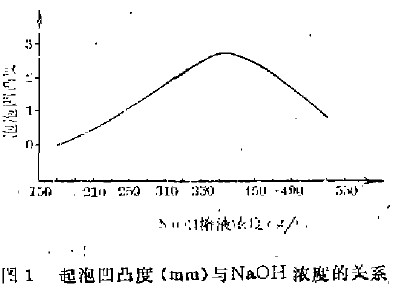
������ԇ�Y�����Կ����� ��NaoH�����Ƥ��330~450g/l�r�� ���ݼ��İ����_��0.23��0.2 8cm���^470g/l�� ���ڷ��A�����ܵ��A���Ɖģ� ���ݰ������@�½������ҝ���^�������S����Ҳ��Ӱ푡�
������2��܈�A�ضȵ�Ӱ�
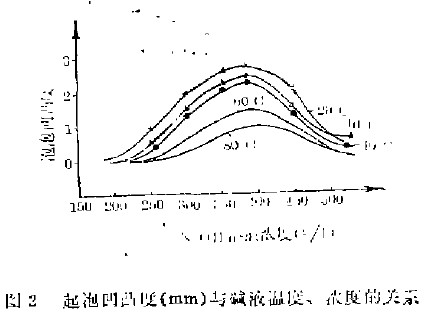
�����A���ضȵ��x�͌�����Ч��Ҳ��һ����Ӱ푡�һ���f����߉A���l�МpС���w�S�տs�İ��ã��Ķ���������Ч��퍰��Ƚ��͡������a���`��һ������^�͵ĉAҺ�ضȣ� ��ض��^�͉AҺճ������������ʹ�AҺ�y�ԝB�������Ȳ�����ӡ�з��A��֬�Ŀ����ڸ��N�AҺ��ȡ��ض��M�н�܈���ã�2��犣���ԇ�Y�����D2���п����� 2O��4O�ȕrЧ���^�á�
������4��܈�A����Õr�g��Ӱ�
����܈�A���狕r�g�^�أ����A�u�ܾ�����뿗�&���w�S�Ȳ��� �Ķ��������w�S�տs��Ӱ�����Ч��; �r�g�^�L�� ��ˮ��ʼ�ܵ��Ɖģ� Ӱ����ݡ�������400g/lI�AҺ�£� ���Ҝ����M�н�܈�� �䲻ͬ�r�g���õ�ԇ�Y����D3��
.jpg)
���������ĈD3���Կ����� �͆��_��1��犾��ܵõ��^�ÕrЧ���� ���^4��� �����ڷ�ˮ�����ܵ��Ɖģ�����n�װ����������͡�
������5�����ݹ�ˇ�l�������x��������ԇ�Y���Ļ��A�ϣ��҂��M�������a�Ĺ�ˇ�l�������x��Ҋ��1��2
����

�YՓ��С��������10g/l��܈�A��Ȟ�4oog/l��܈�A�ض�30�� �����Õr��2��犣����a���ĮaƷ�ָ���ܛ�������S�Mͦ�������wЧ�g�á�
������2 ԇ�Y������
����

����3. ˮϴ�����ˮϴȥ�A�ͺ���Ҫ���⏈���^�� ����Ӱ�����Ч��ʹ�w�S�l���z�����ö������ݣ�������ϴȥ�A���䲼 PHֵ����8���Ҟ��ˡ�
������Դ ���h�� �̽�
ԓ�����r�]���uՓ��
���¼��g����
�c������
 ��
����ӡ�����g����2Ⱥ��
����ӡ����Ƹ/��2Ⱥ
��
����ӡ�����g����2Ⱥ��
����ӡ����Ƹ/��2Ⱥ
 ��APP
��APP ��̖��yinhuashijie
��̖��yinhuashijie �֙C��
�֙C�� ��ӡ�����硷�s־
��ӡ�����硷�s־ ��Ⱥ�����
��Ⱥ����� �ͷ�
�ͷ�










