

����һ ���M��Ҏ��
����ԓ���{����100D/72F��FDY��z������2000T/M��������40D���]��100D/72FD TY��]�Ŀհ��z������900T/M���ϙC�T��176CM���C�T��162CM�������^�y7600��������32��Ʒ�T��115CM������39����36%��������118��/ƽ���ס�
������ ����ˇ����
���������p�^һһƽ�����sһһ�A�sһһÓˮ���_��һ-�A����һ-�B�m�A�pͯ�C
�����pͯ һ ���Ʒ���δ��һӡ��һ����һ�K��ˮϴһÓˮһ���m����ܛ����һ�z���b��
������ ��ǰ̎��
����1.ƽ�����s
����ԓ���ユ����а��]��������ֱ���MȾ�ף����]���K����Џ����տs����ʹ����a�����ɻ؏͵Ľo�y��������Ҫ��������ƽ����B��ʹ���]�a���A�տs��ʹ�Ì��T�OӋ��ƽ�����s�C�Ƿdz���Ч�ķ�����ƽ�����s�Cʾ��D����:
����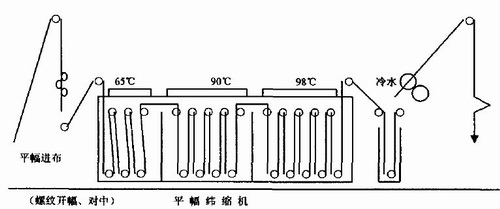
��������횽��^�ݼy�_���͌����b��ƽ���M�˶༉���s�䣬��ֹ�M����߅�a���o�y�����s���ˮ��������ߣ��քe��65�棬90�棬98�棬�Է�ֹ�����տs�^�죬���s������ɵĽo�y��܇�ٞ�35m/min����������ˮ��s��܈ˮ�䲼��ʹ�����_�����أ��ѷ��ڲ�܇�Ȳ����a���oӡ�����s�����T����163Cm�s��126Cm���ҡ�
����2. �A �s
����ƽ�����s����a����һ�����տs���������տs߀����֣������տs���࣬ѩ�������L�� �oЧ��߀�]�γɣ������������ԛ]ȥ��������ӡ������߀����ɫ��Ư�ף�������ƽ����߀Ҫ�M���A�s���A�s��Ŀ����ȥ���n����õ�ɫ��ʹ����ʬFѩ���oЧ���L���O���ߜظ߉���J����Ⱦɫ�C��HD�͇���Ⱦɫ�C����ò��øߜظ߉����Dʽˮϴ�C���oЧ���á�
������ ˇ �� ��:
������ �ׄ� PS-1 :0 .2% owf
����Na oH 36��Be��: 4 % owf
���������� CJ-108: 0. 6g /1
���������x�ӷ��]��:0.3g/I
����ԡ �� :1��12
�����ض� X ���ؕr�g��120��X 20��
��������Ҫ������85��r����5��犣�95��r�ٱ�5��犣����������^��50��犣����C�A�s�ľ�����.�A�s���T����95-105CM�������տs23%���ҳ��F��ѩ�����еĽoЧ����
����3. Óˮ
����ʹ���x��Óˮ�C�K��Óˮ6��犣�Ҫ���C���Ó�ɣ������ڷ����|������߶���܇�٣������ܺģ�����ʡȥ���.����Óˮ���ɡ��������A���κ���ߴ�Ͳ��������^��IJ����T��ƫС�������������܇�ٻ���ߜضȣ���IJ����T���_��Ҫ���ˣ����ɵIJ��֏������ؓpʧ����Ҫ������ҕ��
����4. �A����
��������ѩ�����A���Ό��|���кܴ�Ӱ푣��A���Μضȵ���185�棬�T���ߴ緀���Բ��ضȸ���215�棬������Ӱ푏��ԣ����^����ԇ�A���Μضȿ�����200�棬܇��55m/min����ι16%�������n�����������䶨�ΙC���M���T��������102CM�������T��������114CM�����C�䲼���Ʒ�T����113CM���@�Ӳ��ܱ��C�p�����T���������տs�����Դ��ָкá�Ҫע�v�A���Ηl���в����^�����^��ij����T�����^�ߵĜضȻ��^�L�Ķ��Εr�g����������Ӱ푿���ď��ԡ�
����5. �A�p��
�������˷����|������߮aӯ���҂������ձ���ɽCS6-CR5- 1800ƽ����݁ʽ�B�m�A�p���C����ˇ�^�̞�ƽ���M��-��܈��AҺ-����݁ʽ������A�pt����-��Чƽ��ˮϴ���弉��-܈ˮ���䲼��܈�A�ۉA��Ȟ�36��Be����܈Һ��90%.܈���ض�60�棬���������܇�٣������ݲ�120�ף������ض�125���棬܇��20 m/min���p���ʞ�27%-29%��ʹ�Ì�݁ʽ�B�m�A�p���C�p��������ƽ���o�oӡ���ɽ��ͺ��Ηl���������ڱ��o����ď��ԣ��m�˾�������ӹ������ˇ���Ʒ��㣬�|�跀�������a�ٶȿ죬�a���ߡ�
����6. ���Ʒ���
�����������ӡ���|�����҂������Ʒ�A���β��ô���b����䲼���@�Ӳ���ƽ����ӡ������חl�١��ᶨ�δ����ˇ�l����:
�������δ��ض�180��C
��������܇�� 55m /min
������ι 10%
�����M���T�� 110CM
���������T�� 116CM
�����������Ʒ�T����115CM��
������ ��ӡ ��
����1.�䷽�c����
��������ѩ���^��ͨѩ���o�ܵö࣬ӡ����ѩ�����ײ�����ʹ�÷�ɢȾ��ӡ�����䷽����:
����
����ƽ�Wӡ�� ���A�Wӡ������������a���҂������ձ��|��7000��ƽ�Wӡ���C�͵�MBK2050��ȫ�Ԅ��A�Wӡ���C���a��ӡ�������c��]����z�aƷ��ͬ��
����2.�� ��
������������������W���е���C���ݲ�ͯ300M���ضȿ��ƞ�175�棬܇��43m /min�������r�g7min����ȿ�������������800Kg/hr�������^�ߵĝ�ȿɽ�����ضȣ���߰lɫЧ������ɫ���ߣ�ɫ���r�G������������߿���ľ����ԡ�
����3.�K��ˮϴ��Óˮ
�����������ˮϴЧ�������ָУ������n���a�K���B�mˮϴ�C����ˇ�^�̞�:ƽ���_ϴ--J �Ͷ�����-�˼��K��D��ˮϴ-܈ˮ�䲼���ڵ��ġ��弉ˮϴ���мӱ��U��1 g/L�̓�ϴ��0.5 g/L��5-10������Ҷ��r�a��һ�Σ���ɫ5��犡��\ɫ10����a��һ�Σ�ԓ����ˮ�ؿ�����75�棬����ˮϴЧ�������ɫ�ζȡ�ԓˮϴ�C�ݲ����s2000�ף����M������������ˮϴ���v�r30������ң����g���мӟᣬÿ��ˮϴ����O��6��܈ˮ�c��܈ϴ��ˮϴЧ���dz��ã��ָ���ܛ��ɫ���r�G��
���������DZ��Ϳ�������ÓˮЧ�����҂������x��Óˮ�CÓˮ��ÓˮЧ����ƽ��܈ˮ�õö࣬�Mһ�������ˮϴЧ�����������������ܛ�����ľ����ԡ�
������ �����m����ܛ����
����ԓ�����Ǽ����w�������ߙn�Α��M�����m����ܛ������ԇ�l�F��������ܛ���mȻ��ܛЧ���ܺã�����̫���͏���ˮ�Ե�ȱ�c�����^���͌��ȣ��҂��x�����Hˮ�Ը��������Խ���ܛ��SM-201�����^ԓ������������]������Hˮ����ߣ���һ���Ŀ��o��ԣ��ָ������Ử�����m�Ժã�������ˇ����:
�������Թ���ܛ��SMһ201�� 2 0g /L
������ܛ�� C F-17 ��0һ5g/L
�������Μضȣ� 185��C
��������܇�٣� 67m/min
������ � 8%
���������T�� ��116cm
����������ߑҴ��ȣ�����I������ܛ��CF-17��ԓ�aƷ�鰱������Һ��ܛ�����Ử�Ⱥã�����������Hˮ����Ӱ푣���������������5g/L���¡�
��������ѩ����Ʒ���z�������쏗��>36% ���sˮ�ʽ���һ0.2%������һ0.7%���Ҵ���ϵ��16.2 % ��ˮϴɫ�ζ�׃ɫ4����մɫ4-5����Ħ��ɫ�ζ�ǧ�������4-5����������118��/ƽ���ס�ԓ�aƷ�ָ���ܛ.���Џ��ԣ��Ҵ��Ժã��������m���ɺ���z�I���������ܿ͑��gӭ����һֻ����ǰ;���®aƷ��
��Դ�� �� �^ ��
ԓ�����r�]���uՓ��
���¼��g����
�c������
 ��
����ӡ�����g����2Ⱥ��
����ӡ����Ƹ/��2Ⱥ
��
����ӡ�����g����2Ⱥ��
����ӡ����Ƹ/��2Ⱥ
 ��APP
��APP ��̖��yinhuashijie
��̖��yinhuashijie �֙C��
�֙C�� ��ӡ�����硷�s־
��ӡ�����硷�s־ ��Ⱥ�����
��Ⱥ����� �ͷ�
�ͷ�










