
����1 ӡ�����a����
�����Ԅ�ƽ�Wӡ���C���������ˮϴ܇����ܛ�������ﶨ�Ρ�
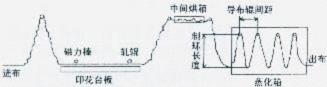
�����D1 ӡ�����a��Ҫ�O�估���̈D
����2 ƽ�Wӡ���C����
����2.1�F���O���ȱ��
�����ҏS���ÊW�����RĬ��Zimmer����˾�ĴŰ���ӡϵ�y��ƽ�Wӡ���C����ë����ӡ��������ë̺���أ�ӡ���{���^�y�B�����ڌ��H���a��������^��������҂����ձ�1�����в�ͬ�����ą������քe�M��ԇ
������1ԇ���õĴ�������

����ע������������1��4�n����������
����ԇ�l�F�����÷���1���{�ϝB�����룬���ﷴ��¶�ף��ҹΝ{�����࣬���aЧ�ʵͣ�����2�����������ӣ��Ӵ��˴�����ë̺�ĉ������B�������ƣ���Ч���Բ��M�⣻����3�Ӵ��˴�������ֱ���������^�����Mһ������ˉ��{Ч������ӡ�{�B������������500��600 g/m2�C����ë��̺���B���Բ������롣
����ͨ�^ԇ�֪���ڞ鱣�Cӡ�{���B������횱���һ���ȵ�ǰ���£���ʹ���ϵ��|׃���ٺã�Ҳ���y�B��ֻ�д����^�ߕr��ӡ���{�ϲ����_���ߝB��Ч�������F���O��Ĵ����{�����_���ֵ�������ӹΝ{�������ݱؽ������aЧ�ʡ�
������ˣ��҂��������O��ԭ�е�늴�ϵ�y��ͨ�^���죬�Ӵ������������늸�Ч��������������30%�������ӡ�{�ĝB�ԡ�
����2.2��݁̎��
������ǰ�������������̺��ӡ�{�ĝBЧ���������������ֱ���ʹ������ȣ����@�����ܟo���Ƶ�����Ҳ�������O��ӡ���ӹ��rƽ���\�С���ˣ��P�߄��²���܈��݁����ӡ���_���ό�ӡ�����������һ���M�ДD����ͨ�^�Ӊ����ã�������ӡ���{����Ч�B��
�������x��ֱ݁���r�l�F�������^��r��ӡ����̺܈�۱��^���@������pС������ӡ�{�B�����S֮���͡����^����ԇ���ô�ֱ����݁���m�Љ����^����m����ˣ��x��ֱ݁��400 m/n������2��3 kg���Չ��C�퉺����
�������^ԇӡ���C�_܇ƽ����ӡ�{�B�_��Ч����
����2.3���b�M���L�ȿ��������A��C
�������a�аl�F��ë̺ӡ���ɫ��Ҫ�l�����������У�һ��ë̺���������й�ɫ�r���M���ɭh���Ʋ�������ʹ����ɫ�{��������������ȶ��ã���ɴ�ɫ������ë̺���\�����c�ƭh݁�Ħ�����a����ɫ��
����ᘌ��������}��ͨ�^�����������b�����Խ�Q��
����2.3.1�M���L�ȿ�����
����ͨ�^��X���ƶ��L�����b�ã��_���Ͳ��ٶ��c����������ٶ�ͬ�����Է��Ϲ�ˇ�OӋҪ��
����2.3.2�A����
������ӡ���_����������֮�g���Oһ�_�A������ʹë̺�����ɫ�{�����M��������ǰ�õ�һ���̶ȵĸ����ë̺�c���������ƭh݁�gĦ�������ؕr���ɱ����ɫ�F���A�����OӋ���á��h�t�⡱�ӟᣬ�Y���o������Ч�ʸߣ��ض��O�������V�������Ԅӿ��ƣ�������������r���ߣ�ʹ��Ч���á���2��2�M�A�慢����
������2��ͬ�A�淽������

����ԇ�l�F����2�з���1�A��ضȸߡ��r�g�L��ӡ���������^�����ɫ�F�����@�p�١�������ë������������������w�S�ߵö࣬����京������������ĜضȲ���Ӱ푺ܴ��M��Ӱ�Ⱦ�ϰlɫ�����3��ʾ����һ���棬�������ض��^�ߣ���ë�O���S�������A��Ȳ����^�ڣ���Ҫ����ë̺һ���ĺ���������ԇ�س��ʑ�������10%���ң��˕r����ضȞ�102��105 �棬�^�������ԇ��J�飬�A���Ա�2�з���2�^����С�
������3 �س����c��������ضȵ��Pϵ

����2.4����݁�����b�ü������ض��Կx
����2.4.1 �ƭh����݁�Ă����b��
�����������Ќ���݁�g���ǹ̶��ģ����䆖��ܝM��ӡ��������ȣ�������������g�������������߲��r�a����ɫ�F�D2�nj���݁�����b��ʾ��D��
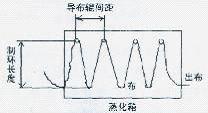
�����D2 ����݁�����b��ʾ��
��������������F��횼Ӵ�ֱ݁�����Ō��ƭh����݁���g�ࣻ�����g��Ҳ�����^������t���p�����������Ч�ݲ�����ͨ�^ԇ������ֱ݁����ԭ����25.4 mm�Ğ�30.5 mm��������݁������150 mm�Ō���200mm��
������������ԭ����݁�O֭���oֹ���D�ӣ����������ԟo����Q�ߺ��{��������ëӡ����̺��Ғ���a���M�nӡ�Ć��}�����^�������҂�����������Ғ�ϵ�y�M���˸��죬��ԭ�����ӵ��ƭh����݁�Ğ������ӣ��\�в��h�L�ȵ�1/3������һ������������\�ӣ��Ա��⌧݁�Ғ���E�����ں�����ë̺ӡ����̺�������@һ�c�Ȟ���Ҫ��
�������������������ݲ��������Բ����^�L���ƭh����������ëӡ��̺����.����ƭh�^�LҲ�a���M�nӡ���xȡ2.2 m��2 m��1.8 m�L���ƭh�M��ԇ�Y���C�����x��2 m�ƭh�L���^�ѡ�
����2.4.2������ض��Կx
���������r������110�������^����������100�������������ȝ�Ȍ��@�����ͣ��ǵ�����Ⱦ�Ϲ�ɫ��߀�����½oɫ�����͡�ɫ�ɲ��r�G�������S�ȡ����ԣ�����100����������ˣ�������Ĝضȿɿ�����102��105�棬�����r�g35 min���ҡ�
���������^�õؿ���������ضȣ������У�������һ�_�ض��Կ��b�ã�ͨ�^�������������{�������ҵĜضȣ���ʹ��ˇ�����_����ѻ���
����2.5ˮϴ���Ԅӻ��M��
����ӡ����̺��ɫ�����M����ʎϴ�죬����M�뺬��һ�������ܛ����ˮ���M��̎����������ë̺���أ�������ܛ�����^����������r���ӣ�ÿ�lë̺�������Ͳ�ͬ�����˱��C�aƷƷ�|�������������һ�_��ܛҺ�Ԅ�ι�ϙC����ƥ������6 m/min����ܛ�����20~30g/L�ėl���£��҂��OӋ���Ԅ�ι�ϙC��ݔ�������Ԍ������{����Ŀǰ�O����0.10��0.15 kg/min���_��Ͷ�Ͼ���ʹ��ë̺Ʒ�|һ�¡�
�������⣬�҂�߀��ƽϴ܇�ό��T���b��һ�mƫ�b�ã�ͨ�^��߅�̶����e���Դ_��ë̺ƽ���Mˮ�ۡ�
����3 �Y�Z
����ͨ�^��ë̺ӡ���O��ĸ��죬���a����ëӡ��ë̺ȫ���_�����H��ë��IWSB1�˜ʺͰ�ȫ���ge��B�������GB 1840l��2003�����Ҽ����aƷ������ȫ���gҎ������߀��Ո��һ헰l����������Ո̖��9A30410025759.1��������Ч�����@��
��Դ��ӡȾ�ھ�
ԓ�����r�]���uՓ��
���¼��g����
�c������
 ��
����ӡ�����g����2Ⱥ��
����ӡ����Ƹ/��2Ⱥ
��
����ӡ�����g����2Ⱥ��
����ӡ����Ƹ/��2Ⱥ
 ��APP
��APP ��̖��yinhuashijie
��̖��yinhuashijie �֙C��
�֙C�� ��ӡ�����硷�s־
��ӡ�����硷�s־ ��Ⱥ�����
��Ⱥ����� �ͷ�
�ͷ�










