
��������ڇ����⼏��Ʒ�Ј��ϣ����y����aƷ�������V�����M����ϲ�ۡ�����ӡ�����y���DZ��ఙ�y�����е�һ�N�����л����š��ָ��S����ܛ�������������Џ��ԡ��������m���L���صȃ��c��Ŀǰ���Ј��϶������y�aƷ�����ÙCе�D�����νY�Ϙ�֬�����ӹ���������ˇ���̏��s����������Cе�ӹ������;��Զ������롣����ͨ���ȵĽ��������ȵľ��������������������OӋȾ���ӹ����̺�ˇ�l�������a�ļ���ӡ���;ð��y�����C��Ч���^�ã�����ɽ�|ʡ��ί�����О�1994���®aƷ���_�l����Ӌ����1995��ͨ�^���a�b�������������a����Ӌ�����a80���f�ף�ȫ�����ڳ��ڣ�ȡ�������õ�Ч�档
2 �𰙻����C��
�����������ø����ȵľ����c��ͨ���Ƚ����������ɣ��羕����̧�Ⱥ�����������Ⱦ���ӹ��^���У����^ȫ��ʽ�ߜ؝���ɳ�̎��������Һ�B�������Ȳ��������˕����θ����Ⱦ����ăȑ�����ʹ֮��Ȼ�����տs���s���˾������L���Ķ�ʹ�����𰙣��γ������ǡ��Џ��ԣ����������SЧ���İ�����
3 �����M��Ҏ����x��
3.1 ����Ҏ��������Ҫ���҂��x��������Ҏ��ļ���������14.5�ء�14.5��(40����40��)252��197��/10cm(64��50) 170cm(67")
���ھ����տs���γɰ��y���ݱ،��������ͷ���������푣����C��Ʒ�_���͑�Ҫ��ķ�������횽��^ԇ�����������x��������ĽM��Ҏ��
3.2 �������ȣ�ͨ�^���ԇ�������õ�������1350~1450��/���^���m�ˡ�
4 Ⱦ���ӹ���ˇ���g�P�I
�鱣�C�aƷ��ӡ��Ч�� ���y�|���ͳ�Ʒ���ָ��L�������ƺ�ԇ���a�^���У�����Ҫ���g�P�I�У�
4.1 �𰙡�ƽ���ͻذ�
ӡ�����y��ͬ��һ���Ư��ɫ���y�������a�^����Ҫ��ӡ��ǰ���𰙺�ƽ�������𰙿���ʹ�M�����ɡ��γɰ��y������ӡ��ǰһ��Ҫƽ�������ܱ��Cӡ��Ч����ӡ����Ҫ�ذ����Եõ��A�ڵ���Ч����
4.2 ᘌ������Ⱦ��������c��ӡ��Ҫ��ӡ��ǰҪ����ǰ̎����ˇ�����_���˝{���������Ⱦ���һ�¡�����Ʒ�B�����õ�Ҫ��
4.3 ����������Ʒ����Ʒ�ķ��������Pϵ��׃���^һ��ӹ�Ҫ���s������ڱ��C��Ʒ�|����ǰ���£��x���Ϳ��ƺ����ļӹ�ϵ����
4.4 Ϳ��ӡ����ˇ��Ҫ�x�������ָк�Ⱦɫ�ζȵĹ�ˇ������̎�������m���M����ܛ������
4.5 ǰ̎����ӡ����̎����횲�����ʽ�ļӂ估�c֮���Ĺ�ˇ��
5 ��ˇ���̺���Ҫ��ˇ�l�����x��
5.1 ��ˇ����
�����z�ͷ��p����ë���ˡ���Ư���𰙡�(Ⱦ��ɫ)���_����ɡ�����ƽ����ӡ����������ˮϴ�ذ����_����ɡ��������a�������
5.2 ǰ̎����ˇ
���p��720�a/܇�����g��ܣ�26��30�/10cm���ɶ˼���9��11�/2cm;��ë�����w��ë�C��100m/min��һ��һ��;Ҫ���_��3��4����
5.3 �ˡ���Ư����
���ڿ͑�Ҫ�������ţ��ɫ�^�\���ʌ�ǰ̎��Ҫ���^�ߡ����⣬��ʹ����ӡ�����γ���Ȼ����ܛ�S�M�İ��y�������ӹ��^�̑�����ʽ�o������B���M�С���ȫ��ʽ��ˇ�У����ڿ������̎�ڹ����У��ȟo���c�֟o�����տs���������ڸߜؗl���£����Wˎ���B���w�S�Ȳ���ʹ���P���^�õ�Ч����ᘌ�����Ҫ���҂�ͨ�^���ԇ��̽�����x����ˇ���̡���ˇ�������O�����£�
5.3.1 �O�䣺�ߜظ߉�����Ⱦɫ�C
5.3.2 ��ˇ���̣��M������ˮϴ��Ͷ�ϡ��A��һԡ����Ư����ˮϴ����ˮϴ���K�������Óˮ���_����ɡ�
5.3.3 ��ˇ̎����NaOH(100%) 6��8g/l
H2O2(100%) 4g/l
������GJ-101 5g/l
5.3.4 ��ˇ�l�����ض� 95~100��
�r�g 40min����
ˮϴ�����pH 7
ͨ�^������ˇ̎����İ���Ʒ�����z�y�˝{������һ�£�ëЧ��12cm/30min������С�����yЧ��ǰ�����Ҿ���һ�£�����Ҫ��
5.4 ����ƽ��
ӡ��ǰ��횽�����ƽ���ӹ���ʹ����ƽ�����Ա��Cӡ���|������ˇ���£�
5.4.1 �O�䣺MH771����������͙C
5.4.2 ��ˇ�l�����ض� 140~150��
�r�g 25s
���� 132��1cm
���^��ι�ˇ���ȣ��ߜ�������ˇ��������ϗl�����M�У���ضȵ͡��r�g�̣��t�������������ؿs���Ķ�Ӱ푳�Ʒ�|����
5.5 �A�Wӡ��
���^�������ӷ���������ӡ�����y����Ϳ��ӡ����ˇ����Ϳ�Ϲ�ˇ�����ָв��@һ���}��Ӱ��ָе��P�I������ճ�_�������҂���������ճ�τ��M�кY�x���ȣ���K�x���˵���˹��(BAsF)��˾���a�ĺ������ճ�τ�Tw��ԓճ�_�������٣��ָкã��o�¾W�F��ͬ�r����Ӣ����ǻ�w��˾���a�����턩PTF���ף��Y��ʮ�����롣��ˇ���£�
5.5.1 �O�䣺���mSTORK RD(IV)�ε�ʽ�A�Wӡ���C����MBK2010����ʽ�A�Wӡ���C��
5.5.2 ɫ�{̎����Ϳ��X kg
ճ�τ�Tw 8��15kg
���턩PTF 1.5kg
��A�{ 2Okg
ˮ Ykg /100kg
5.6 ��ɫ
���ڼ���ӡ�����y����Ҫ�����ձ���Ҫ�������ţ��ɫ�^�\�������Ȳ���Ϳ��ɫ��ӡ�\ɫ�r�����ߜر�����ɫ׃�F��ԇ�҂����øߜ������決���ɫ��Ч�����ã������oɫ׃�F���ζ��_�����Ҙ˜ʡ�
5.6.1 �O�䣺�����ARIOLI�o�������C
5.6.2 �����l�����ض�120~130��
�r�g 5min
5.7 ˮϴ�ذ�
����ӡ��ǰ��ƽ����������������ֱ������ͬ�r��ӡɫ�{���w��̎��ƽ����B����횽��^���ˮϴ����ʹ���汣����ȫ�ɳڠ�B���@�Ӳ���ʹ�aƷ�_������İ��yЧ��
5.7.1 �O�䣺��ʽ����Ԫ�K��ˮϴ�C
5.7.2 ��ˇ�l�����ض� 95��100��
�r�g40min
���`�C�����r�g����40min����Ȼ�ذ�����֣������_������ƷҪ��ˮϴһ��Ҫ��ѭ����Ҫ���y���ܾ���һ�¡�
5.8 �������ͺ���ܛ����
���ڼ���ӡ�����y���ӹ��^����Ҫ����С�����x�����MH731�����C�������_���{����ι�����ԜpС����������ʹ�aƷ�ָ���ܛ��߀��M���m����ܛ������
5.8.1 ��ˇ̎����CGF��ܛ�� 3g/l
5.8.2 ��ˇ�l����һ��һ܈�������ضȣ�140�棻�䲼������114cm��
6 �aƷ�|����y�Y��
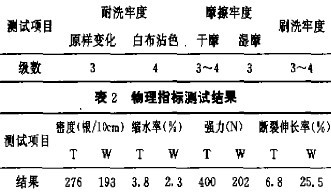
6.1 �yԇ�˜ʣ�GB/T4l1��93��ӡȾ����Q/JYR0O7��95��I����ӡ��������
6.2 �yԇ�Y����Ҋ��1����2��
��1 ӡ��ɫ�ζȜyԇ�Y��
7. �YՓ
7.1 ����ӡ�����y���ľ������ȴ�Сֱ��Ӱ푳�Ʒ�İ��yЧ�����ʑ������x�á�
7.2 ����Ϳ��ӡ����ˇ���_��������ӡ���|��Ҫ���ܴ�ͳɱ�����һ��Ҫ�x�ú�ճ�τ����M����ܛ������
7.3 ӡ���aƷ����Ư�𰙺�ӡ�ƣ������ڱ����ɫ����\�Ⱥ��r�G�ȡ���ӡ��ǰ��횽�����ƽ���������ӡ�ƣ��Եõ������Ļ��͈D���������ӡ�ƺ��𰙣��mȻӡ�Ʒ��㣬�����ɫ����\�ȡ��r�G����Ӱ푣�ͬ�r�����𰙺��T���տs�^�D������׃����Ӱ��ˮaƷ�|����
7.4 �����ӹ��^�̣��������ʽ�O�����M�У���t�aƷ�İ��yЧ�������ز�һ�����a�����l��խ��һ��ǰ�����Dz�ͦ�����l܈ƽ���Cƽ�ȴ��c��
��Դ������ӡȾ�W
ԓ�����r�]���uՓ��
���¼��g����
�c������
 ��
����ӡ�����g����2Ⱥ��
����ӡ����Ƹ/��2Ⱥ
��
����ӡ�����g����2Ⱥ��
����ӡ����Ƹ/��2Ⱥ
 ��APP
��APP ��̖��yinhuashijie
��̖��yinhuashijie �֙C��
�֙C�� ��ӡ�����硷�s־
��ӡ�����硷�s־ ��Ⱥ�����
��Ⱥ����� �ͷ�
�ͷ�










