
1 �O��
ᘌ�����ᘿ������c���x���m���ڼ�����ӡ��ᘿ����ӹ��O�䡣����Ҫ�O��飺�ߜ�����Ⱦɫ�CMK-88-4T��Óˮ�CHSF-1800����ʽ��əCASMA 341A-200���Pʽ�AͲ�����ʷ��CME80/90�����������ϙCMONFONGS38-8F��UNI-8A-200ƽ�Wӡ���C��ZMD341���B�m�����C��LMH098-180��Ч��ʽˮϴ�ϙC��
2 ӡ��
������Ⱦ��ӡ����Ϳ��ӡ����ǰ̎��Ҫ��ߡ���Ҫ��ëЧ��7 cm/30 min���ϣ���Ҫ������p��ӡ�����a�о�߅�Ć��}���A���ΕrҪ�{߅�������Ⱦ����Ҫ��ϴ�����ԝ{߅��Ҫ��һ��Ӳ�ȣ�����ˮϴ������ᘿ�������ƽ�Wӡ���Cӡ�����Ԝp�ُ�����ƽ�W���z̺���zҪ�Ì����N���z����ճ��Ҫ�ã���ֹᘿ���ӡ���^�����տs�e�������ƾW��ɫ�^���У����ΈD�μ�����ȈD��Ҫ����Ŵ�3%��4% �������տs8%��9% �������p���Ի�M�ͻ���Ⱦ�ϣ������^�õĹ�ɫ�ʺ���������ͬ�r�ɜp�p��ϴ�r��ɫ�ĉ����������r�g��8��1O min����ϴǰ�������ˮϴ����ϴ�r���˷���ɫ����
2.1 ����Ҫ��
����32s����ᘿ�����
�����l�ɾ������٣����������\�nӡ���M���p�ٴ�Ǽ����Y�s�|���������ɫ�
2.2 ��ˇ����
���p����Ư��˦�ɡ���ʽ��ɡ��ʷ����A���Ρ�ӡ��������(1O0��102�棬8��10 min)���K��ˮϴ��˦�ɣ��_������ʽ��ɡ����Ρ��䲼
2.2.1 ��Ư
��Ư��ˇ�l��
ע���پ�����3~4 g/L����NaOH 10~15 g/L���۷�����5~6 g/L����100%H2O2 4~5 g/L��ԡ��1��14 ����һԡ���ڇ��������C���M�о�Ư��Ҫ��ëЧ7 cm/30 min��
2.2.2 ����
����Ŀ�����ڷ�ֹӡ���r�a�����l�;�߅��
(1)��ˇ�l�� �ضȣ��� 150 ܇�٣�m/min 30 �����cm ��Ʒ����+(5��8)
(2)��ˇҪ�� �ٝ{߅���Ȟ�1 cm���ң�б�{߅�� �ڝ{߅Ҫ��һ��Ӳ�ȣ�����ˮϴ���ҏS���Ý{߅��(�����)��ˮ��һ��������ρ��{���{߅Ӳ�ȡ� �{߅݁Ҫ����ᘰ壬��t��߅̫�࣬������M�� ��ע��һ��Ҫ��ι��ʹᘿ�����ᘰ��ϳʲ����ͣ��Ķ�����ᘿ��������ԡ�
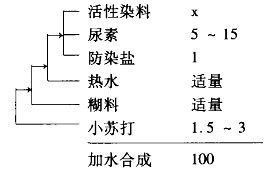
2.2.3 ӡ��
2.2.4 ��ϴ
����ˮϴ(2��)����ˮϴ(70��80�棬1��)����ϴ(�ط��ۄ�BP 3��5 g/L��1��)����ˮϴ(70��80�� ��2��)
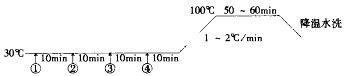
2.2.5 ����
���γ�ιҪ���Cᘿ�������ܛ�Ժ͏��ԡ�
��ˇ̎�� g/L ��������ܛ�� 40 ���� l0
��ˇ�l�� �ضȣ� �� 180 ܇�٣� m/min 30 ��ι�� % 30 ����� cm ��Ʒ����+(3��5) 3 �YՓ
3.1 ������ӡ��ᘿ������ָ���ܛ���ɫ�r�����D��������
3.2 ������ӡ��ᘿ�����ƯҪ�������ˮ�Ժá�����ӡ��ᘿ�����ɫ�ʵͣ�Ⱦ�����M�Դ�Ҫ�M�кY�x���ƾW�rע��D���Ŀs�ţ���ֹ����׃�Σ��WĿ�x��Ҫ��ӡ�ƙC����͡���ϴ�r��ֹ��մɫ��
3.3 �ӹ����{��ī�G����ɫ�����ɫ�r���ټ�2% ��5%�����أ������Ⱦ�ϵ������ʺ�ɫ�ʣ�����ӡ�{�м��˄�Ⱦ�����Է�ֹ��ɫ�l����
��Դ������ӡȾ�W
ԓ�����r�]���uՓ��
���¼��g����
�c������
 ��
����ӡ�����g����2Ⱥ��
����ӡ����Ƹ/��2Ⱥ
��
����ӡ�����g����2Ⱥ��
����ӡ����Ƹ/��2Ⱥ
 ��APP
��APP ��̖��yinhuashijie
��̖��yinhuashijie �֙C��
�֙C�� ��ӡ�����硷�s־
��ӡ�����硷�s־ ��Ⱥ�����
��Ⱥ����� �ͷ�
�ͷ�










