

�����;W�^�졿4 ���͵ĬF�������aƷ�����ܱ��^
�N���͵ĬF�������aƷ�����ܱ��^Ҋ��1��
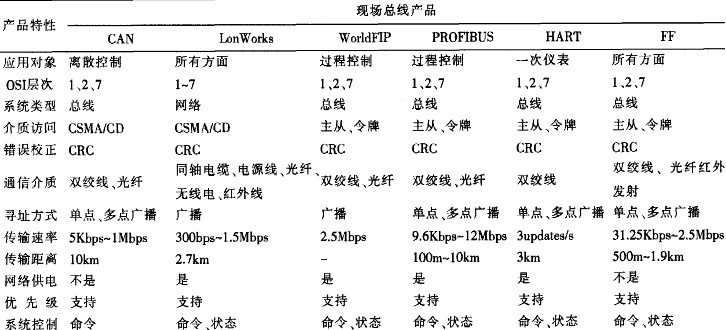
��1 �N�F�������aƷ�����ܱ��^
5�ʺ��ӡ���C����ϵ�y
���a�A�Wӡ���C������lչ�ܿ죬�^��ͻ�����и����x��٥���Cе���I����˾�IJʺ�ϵ�����͈A�Wӡ���C��
5.1 ���g���µ����c
��1���M�����ɾo�ɷN��ʽ���Ҿ��и�Ч������渡ë���s����b�á�
(2)ˮ���z�������z���Ű����z��
(3)�Ű����ε����õđҒ��b�ã��_��ʽ�W����
(4)�A�W�������ӣ��������͌��Ǿ������Ԅ��A��λ����
(5)�·f�����W�C�������ڲ������Ҿ��Д�W�Ԅӿ���ͣ܇�İ�ȫ����
(6)����p�^ͨ�^�A�W�r���Ԅӿ��ƴ��_˲�g���ţ���Ч�����p�^�۴ò��Įa��
(7)ѭ�hˮϴ����ˮ�����ŷš�
(8)����CAN��BUS������Ӌ��C�ֲ�����ϵ�y��ȫ�����@ʾ�����Ի��������棬���ƵĹ�ˇ���������ܻ����ϙz�y���ҿ����c��I����W�B�ӣ��ɽ����ؾW���F�h�̱Oҕ�������\��
5��2 ӡ���C�ĽM��
���M늄әC��������ϵ�y�Y��Ҋ�D7��ʾ��
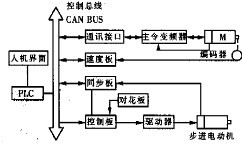
�D7 ���M늄әC�������ӈA�W����ϵ�y�Y��
���M늄әC��������ϵ�y��һ�_PLC�����C,ͨ�^RS�ӿ�������׃�l���l��������ָ�׃�l늄әC���ӌ����\�У�Ȼ��ͨ�^һ�^�쿿��CAN�����ϵ��ٶȰ�ɘӣ���������݁���a����̖ͨ�^�����ͻ����C�����C���ԓ��̖ͨ�^�����ͽo�ŷ��������ư壺���ư�l���}�_��̖�o���M�����Ӳ��M늄әC���˕rͬ�����ְѲ��M늄әC���a����̖�ɘӻ�ȥ��ͨ�^���������o���C�����C�уɂ����a����̖�M�б��^̎�������M���{�������_�������͈A�W֮�g��ͬ���͈A�W�c�A�W֮�g��ͬ����
�D8�Dzʺ�Ű�ӡ���C����ϵ�y����D
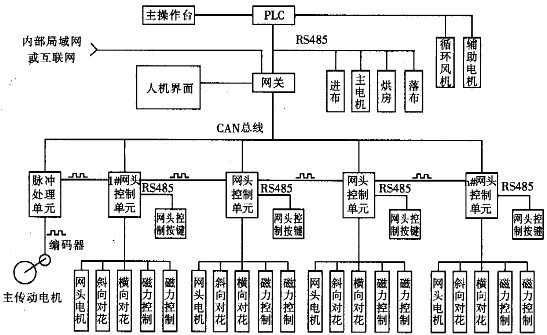
�D8 �ʺ����ӡ���C����ϵ�y��D
(1)�ʺ�ϵ��ӡ���C���á��������ӣ��Ԅӌ�����������ͨ�^懾W�ϵ�ʮ�־��M�н������Ǿ������Ԅ��A��λ�������A�ܷ��ܻ��b��(����̖98225325-7)�ܿɿ������ӡ�����ȣ����������_0��1 m��
(2)�ʺ�ϵ�е�ӡ�������x�ø߿������ȵ���ʿHabmit�aƷ��ӡ������ÿ�������L��0��1�����a����������50 N��ӡ������������0��3��~0��8���鷀��ֵ����ԇ������0��4����ÿ��������200 N�r�o�F��ֻ�в���ӡ��������늙C���ٶȾ��a�����ܾ��_��ӳ�����Č��H���ٶȣ��Ķ����C���Ƹ��A�W���D���ٶ��c�����g���S�ľ��_�ȡ�
(3)���M늄әC�ڸ���ݔ���D�ؕr����ֵ�������½����Еr����ʧ���F�ʺ�ϵ�Ъ������ӵIJ��M늄әC������ӆ�ƣ����бȳ�Ҏ늄әC���ߵľ��l���ԣ��Ķ����C�˸���ݔ���D�صęCеӲ���@һ���g���M���ڎ�ʮ�_300��(���ӡ������2800 mm)�A�Wӡ���C�ϵõ���������C���䲽�Mϵ�y���õ��M�ڵ�Ӳ�X����g϶�p����������Ч��ֹϵ�yʧ����
(4)�M���b���ɾo���������Ӡ���݁��ˢë݁���Ĵ�݁���ɾo�ܡ��Ԅӌ�߅�C��ι��܈܇�ȽM�ɡ��M����ʽ���ɾo�ɷN�����m����ͬ����ʺ�ϵ��ԭ���ij��m�b�ã�����Ч�������ĸ�ë���s��_�������IJ���ӡ����
(5)�_��ʽ�W�������nλ�O֭���ɿ����{�Q���NҎ��A�W���ε����ʺ�ϵ��ԭ�����W�C�����������㡣�Ҿ��ЈA�W�����Ԅ�ͣ܇�Ĺ��ܡ�
(6)�Ű��Ν{���ε��Ν{��������ͨ�õđҒ��b�á���ӊA�o���ε����������@ʾ����ӛ䛿��A�档
(7)�A�Wӡ���^���У���ͨ�^����p�^�r�������m���F��οp�^���E����ɴò����ʺ�ϵ��ԭ���Ŀp�^���ſ���ϵ�y�����p�^ͨ�^ÿһֻ�A�W�r��Ӌ��C�Ԅӿ��������Ĵ��_��˲�g���ţ���Ч�����ò������ش��_����݁�D�Q�b�ý�����Ո���Ҍ�����
(8)����������W(Controller Area Network,CAN)�LJ��H�ϑ�����V���ć��H�˜ʬF�����������ڿ���ʽ����ͨ�žW�j��CAN�����������ԣ��O�̵Ŀ��������ʣ����h�Ĕ�����ݔ���x�����ٵĔ�����ݔ���ʣ��ɸ������ĵ�ID�Q�����ջ�����ԓ���ģ��ɿ����e�`̎���͙z�e�C�ƣ��l�͵���Ϣ��Ɖĺ��Ԅ��ذl�����c���e�`���ص���r�����Ԅ��˳����������IJ�����Դ��ַ��Ŀ�˵�ַ���H�Ø�־����ָʾ������Ϣ�����ȼ���Ϣ��
�ʺ�ϵ�в��û���CAN��BUS������Ӌ��C�ֲ�����ϵ�y���˙C��������_�����N��ˇ׃����Ϣ(܇�١��ضȡ������������ε��������Ű������\�Р�B��)��ȫ�����@ʾ��ӛ䛴�n���_����ˇ���٬F�ԡ�ԓϵ�y�������ܻ����ϙz�y�����ٶ�λ����ӛ䛴�n��
CAN���c�Ñ�����I�W(Intranet)�B�ӣ��������������������Ñ��������L���������δ�ڙ��Ñ��ķǷ��L�����Ķ����F�h�̱Oҕ���h�̹����\�ࡣ
�ʺ�ϵ�����͈A�Wӡ���C�m���ڶ�N����Ʒ�����ط���50��800 g��m2����Чӡ������1850��3250mm ��ӡ������640��726��820��914��1018 mm����ˇ܇��4~100 m��min���������_��0��1 mm�������{�������v���ޡ��M���10 mm��б���5 mm������ɲ������L�����Ӵ������L�������ȫ��ʽ���ӟ��L���
�ʺ�ϵ�����͈A�Wӡ���C�����䌦�����_�ȸߣ����Բ������ƽ�Wӡ���C���F���ٸ����ӵ�ӡ��.
6 FCS�İlչڅ��
6��1 �F���������C�����I���׃��F�������o������C�����I�������߂������׃���һ��ͨ�ž��B�Ӷ��_���փx��������һ����̖���B��һ�_�x�����ö�׃�����p��͔���ͨ�ŷ�ʽ�����׃���������ģ�M��ݔ��ʽ���ö�ܵĬF�����փx������ι��ܵĬF��ģ�M�x�����÷�ɢʽ��̓�M����վ���漯��ʽ�Ŀ���վ���ìF����������ϵ�yFCS������y�ķ�ɢ����ϵ�yDCS��׃����y����̖�˜ʡ�ͨ�Ř˜ʺ�ϵ�y�˜ʣ�׃����y���Ԅӻ�ϵ�y�wϵ�Y�����OӋ�����Ͱ��b�{ԇ�������@����V��ǰ��δ�е�׃��،��_���C�����I����¼oԪ.
6��2 �F��������DCS��׃��
(1)FCS����̖��ݔ���F��ȫ���ֻ�������ӵĂ������͈������Ͳ��ìF�������W�j����������ֱ����ߌӾ���ͨ�žW�j����
(2)Fcs��ϵ�y�Y����ȫ��ɢʽ�����U����DCS��ݔ�룯ݔ����Ԫ�Ϳ���վ���ɬF���O���F���x��ȡ����֮������DCS����վ�Ĺ��ܻ������㣮��ɢ�ط���o�F���x�����Ķ�����̓�M����վ�����F�صķ�ɢ���ơ�
(3)FCS�ĬF���O����л������ԣ���ͬ�S�̵ĬF���O��ȿɻ���Ҳ�ɻ��Q�������Խyһ�M�B���ص�׃���yDCS���ƌӵķ��]�Ժ͌����ԡ�
(4)FCS��ͨ�žW�j���_��ʽ���W�j���ȿ�ͬ�ӾW�j����Ҳ����ÿ�ӾW�j�����Ñ��ɘO����ع����W�j�����졣
(5)FCS�ļ��g�͘˜ʌ��F��ȫ�_�š��o�����S��Ҫ�ɹ��κ���ʹ�á�
����׃��،�����һ��ȫ���ֻ���ȫ��ɢʽ��ȫ�_�š��ɻ��������_��ʽ���W�j����һ��FCS�ij��F��
��Դ:ӡȾ�ھ� ���ߣ������
ԓ�����r�]���uՓ��
���¼��g����
�c������
 ��
����ӡ�����g����2Ⱥ��
����ӡ����Ƹ/��2Ⱥ
��
����ӡ�����g����2Ⱥ��
����ӡ����Ƹ/��2Ⱥ
 ��APP
��APP ��̖��yinhuashijie
��̖��yinhuashijie �֙C��
�֙C�� ��ӡ�����硷�s־
��ӡ�����硷�s־ ��Ⱥ�����
��Ⱥ����� �ͷ�
�ͷ�










