
�����;W�^�졿��2008���ԁ���ˮ��늡�����ʯ�͵���Դ�r���ϝq��Ⱦ���������ăr���S�����H��Դ�΄ݵ�׃��Ҳ�ڲ������{���µĄڄӷ��Č�ʩʹ��I�������ɱ����Mһ����������I�ijɱ�����Խ��Խ���������gԽ��ԽС�������Ǽ���ӡȾ�ИI�ѵ����y������ĵز�����I��׃���˿��^�h����Ҫ����ֻ����������I�Ȳ����Mһ���{����ˇ��������Ч�����@�@һĿ�ˣ��҂��������·�����{���͑��ã�ȡ����һ����Ч�� 1�߹�ɫ����Ⱦ�ϵđ��� �������������r�¾����_��Ҫ���Ⱦɫ��ȣ��ܜp��2��3��ˮϴ���p����ˮ�ŷš�Ⱦÿ����ɫ���ܹ��s130Ԫ���ҡ� 2����ø��ǰ̎����ˇ�еđ��� ����ø�������g�nj����y��ǰ̎����ˇ�ĸ�����ͻ�ơ����е��ܺġ��͏Uˮ�ŷš���COD��BOD�����c�� 2��1���yǰ̎�� ��ˇ���̣�ë����������Ư��ˮϴ���^���ȥ����Ⱦɫ�� ��ˇ�䷽�� 30��g(����ˮ 5g��L �������c 1��5g��L ������LCFһ123 1g��L ������ST-201 1g��L ��ˇ�l����ԡ��1��10���ضȞ�95�棬����60min������Ȼ������70����Һ��偃�80���ˮϴ20min��������60�棬��Һ���^�ᣬȥ���� �����ɱ��飺370Ԫ��t�� ��������Ư���ښ����ڿ����ϵğ��A�����ğ�ˮ��ϴ���a�������ĉA�ԏUˮ���@����Ⱦ�h���ּӴ�����ˮ̎��ϵ�y��ؓ�ɡ� 2��2���ᆱ��øǰ̎�� ��ˇ���̣�ë�������ᆱ��ø������ˮϴ��Ⱦɫ�� ��ˇ�䷽�� ����ø 2g��L �B�� 1g��L ��ˇ�l����55�汣��50min�� �����ɱ��飺365Ԫ��t�� ���ᆱ��øǰ̎������Ưһԡǰ̎����ȣ����sˮ�M50Ԫ��t�����s��M40Ԫ��t�����s���M200Ԫ��t��������øǰ̎����Ŀ��ﲷɫ����ߣ��ܹ��s0��5����0��8����Ⱦ�ϣ����s�r�g60min���ң��p���˲���ǰ̎�����������������˹�ˇ���s���˹�ˇ���̣�����ø��������Ҫ�ߜء��߉������A�͏�������×l���Ϳ����M�д��ֽⷴ�������x̎��Ч�ʸ߶��Ҳ����p���������ʧ����3�����ң��ָ���ܛ�������p��С������ø������ȫ���オ�⣬���ᆱ��ø��ȱ�c�Dz��m�ό�����Ʒ�ͭh�����������Ⱦ�� �С��\ɫ�aƷ��ǰ̎����ɫ��ƫ�������њ�̎�����Ƀ��� 3Ⱦɫ���ÉA����ԇ��c���� ���A��ˮ���Բ�Y�K�����O��V�W�����ϲ��ص��������ɫ���ò���Ⱦ���y��ϴ�����cӲ�ȴ��ˮ���}���V�x�ӷ����γɰװߡ����^���ꌦȾɫ���ÉA���ĸ��M�c���ƣ��aƷ�������ܝM�����Ⱦ��Ⱦɫ�������ÉA�������Ǽ��A������1��8��1��10�����Դ��p�ټ��A�������������ÉA��ɫ�����ϴ�͝�Ħ�ζȶ��в�ͬ�̶ȵ���ߣ�ʹ�ô��ÉA��2��ˮϴ���_�����A3��ˮϴ��pHֵ������ˮϴ����ˮ��늣��ͼ��A��ɫ��ȣ��ô��ÉA����ɫ�ӹ�ÿ������������ ��ʡ240Ԫ���ң�Ⱦ��Һ��CODֵ����1700���ҡ����⣬�ͼ��A��ȣ����tɫȾ����ɫ��Ӱ푱��^���m��Ⱦ�Լtɫ����ɫ�{���ɫ�� 4����Ⱦɫ�ӹ���ˇ���{�� ����ɫ������ԭ��ˇ����Ҋ�D1���{����Ĺ�ˇ����Ҋ�D2�� ��D1���D2��ʾ���Ĺ�ˇ�����{����r����ÿ��Ⱦɫ�ܹ��s60min�����s��M137Ԫ��t�� 5һԡ��Ⱦɫ��ˇ�đ��� ��M���w�S(��3�N�����w�S)����Ⱦɫ����ҎȾɫ��ˇҪ��ԡȾɫ�����H�ĕr���ܣ����������^�ࡣͨ�^ԇ�����������x��ˇ�{�����M������һԡ�ɲ����ԡȾɫ�������������̶ȵĹ��ܡ��p�š����ġ����磬������М졢�ޡ�𤡢��4�N�w�S����98��Ⱦ��]����30min������������60����������ֹ���\�D15min��Ȼ������ɢȾ��������130��Ⱦ�죬��ء�߀ԭ��ϴ����Һ��ˮϴ��Ⱦ����z�� 6������ϴ���đ��� ͨ���õ���ϴ���ljA����ϴ����Ⱦɫ����Ҫ2��3��ˮϴ�����^����ϴ���x��������ϴ�����p���^��h�������Ҝp��һ��ˮϴ��ʹ����ɫ�aƷ��Ⱦɫ�ɱ����^��Ľ��ͣ���s����100Ԫ��t�� 7Ⱦɫһ�γɹ��ʵ���� ���Ⱦɫһ�γɹ��ʣ��p�ٷ����ʡ������ܺġ��p�����ۣ�������aЧ�ʣ�һ�������´�ʩ�� a���ӏ��^�̱O�أ�������й�ˇ�����r�O�y�O���r�� b�����r����ͬ���ε�Ⱦ�Ϻ������M�л��������H��r���M��ˇ��ʹ�����a�c����ұ���һ���ԣ� c���µ�ӆ��ͨ�^��ӡ��͘ӡ��Ř����Ⱦɫһ�κϸ��ʣ����θ�����ͬ���εļ����քe�ͺ����a��ˇ�����r�{�����a��ˇ����������Qԭ�����ɫ����ɫ�Ć��}�� 8�Y���Z ͨ�^���Ϲ�ˇ�{���͑��ã��҂�������^�����y��2008���ϰ��ꡣ�mȻ���N�ɱ������ϝq��������Ⱦ�����a�ĮaƷ�r��]���{����ǰ���£��҂�������һ���ֳɱ��ϝq���أ�ȡ�����^�õĽ���Ч�档 ��Դ: ӡȾ�ھ� ���ߣ������,������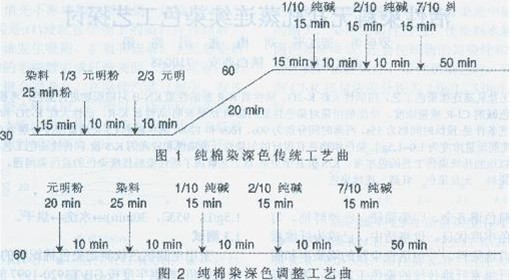
ԓ�����r�]���uՓ��
���¼��g����
�c������
 ��
����ӡ�����g����2Ⱥ��
����ӡ����Ƹ/��2Ⱥ
��
����ӡ�����g����2Ⱥ��
����ӡ����Ƹ/��2Ⱥ
 ��APP
��APP ��̖��yinhuashijie
��̖��yinhuashijie �֙C��
�֙C�� ��ӡ�����硷�s־
��ӡ�����硷�s־ ��Ⱥ�����
��Ⱥ����� �ͷ�
�ͷ�










