
ĿǰӡȾ�S��ˮ̎���ձ���ڰ����ŷ�ָ�˾Ӹ߲��¡���ˮɫ�ȸߡ�COD�ߵȆ��}��ӡ����ˇ�ĺ����ƶ�Ҳ�cӡȾ�Uˮ�Ĝp���������е��P��
1��ӡ�����������^������ˮ�����ŷ�ָ�˾Ӹ߲���
1��1������ӡ���е����ã�
(1)����Ⱦ���ܽ⡣Ŀǰ����Ⱦ�ϵ��ܽ�ȶ����^����ƣ��е��������۷��Ϳ����^�õ��ܽ⣬���ص�������������u�p���������e�ܽ���^���Ⱦ���⣬һ��ɲ�������]��
(2)�����w�S�������������ĕr����������w�S��ʹ����Ⱦ�������c�w�S�l�����W������
(3)�������á�Ⱦ���c�w�S�����r��Ҫ��ˮ�݅��c���У����������ڿ��������r����ˮ�ݣ����@��Ҫ������ľֲ��h������һ���ĝ�ȴ��ڡ�
ĿǰӡȾ�S���õ���������ɟ�늏S�������������һ��ضȶ����^�ߣ������@Щ�������Dz����������ЩӡȾ�S�]�Ќ������M�мӝ�̎����ֱ������������Դ�M�����䡣�е�ӡȾ�S�m�f��������нo���b�á����\�в��������ѓp�ģ���˾�������������Ȳ���ӡ�������������c���f���������������f�DZ��档�Y������������IJ����^�C���ұ��^�ɡ�����Ⱦ���c�w�S�l����ɫ������Ҫ��һ���ĝ�ȣ��w�S����ÛҲ��Ҫ��ˮ�Ď����������mȻ���������������Ȳ��h���]��ˮ����Ҳ��ʧȥ����������á�
���N�^���͠�B�������������ƽ�⺬ˮ����Ҋ�±���
����Ⱦ���c�w�S�ķ����Ƿşᷴ����ͬ�r���������^������Ҫˮ����˾���������C�ض�Խ�_Խ�ߡ�����һ���O����102�棬�����ضȕ���u������105��һ108�����K�_��ƽ�⡣�����ӡȾ�S�O��������102�棬���˕r����ĺ�ˮ���H15�����ң��@��Ӱ��˻���Ⱦ���c���w�S�Ĺ�ɫ���������ˏ��a����Ⱦ�ϰlɫ���㣬���a�r�͕�����ʹ�����أ��@�Ӳ����ɱ����ӣ�����ʹ��ˮ�ŷŵİ���ָ�˴�ˡ� 1��2��Q���k���� ץס��Ҫì�ܡ��������C�ĝ��һ��Ҫ���ƺá�����늏S���^���IJ��������������ǰһ��Ҫ���ӝ�ʹ֮�ɞ�����������ܱ��C����Ⱦ����������Ҫ���еďS�Ҍ��˛]��������ҕ�������C�o���b�É��ˣ�Ҳδ�ܼ��r�M�������������������^�������������������֣�Ⱦ�ϲ����c�����ַ�����ͬ�r߀������ɫ������_�����������ϴ�r��մ�ۡ�ɫ�ζ��_����Ҫ���һϵ�І��}�İl���� �҂��������^С��ԇʹ�������������ɫ�����������քe��1����5����8��������Ⱦ�������l����������ͬ����������ɫ���ٱ��^ɫ����\���s�l�F����������8���r��������ɫ����͡��@�f��������ĝ�Ⱥ͜ضȿ��ƺã����������_��5�����������(��ճ�z�w�S����)��
�҂����h���S�����ע�������C�O���r��ע�������C���������Ƿ�̫�C��̫���ˣ���������C�ܱ��Cʹ����������t���������Ϳ��ԞR�٣���ˮ�İ���ָ��Ҳ���������½��� 2��ӡ��Ⱦ�������^��(>10��)�ò���ʧ 2��1Ⱦ�������^����������մ�ۡ�ɫ�ζȲ�����ȱӲ� ���S�Еr�����_���͑��ӵ�ɫ����ȣ����ò�����Ⱦ�ϵ���������Ⱦ������Ҳ��һ�����ȣ��_��һ��������ʹ��������������ȵ�������Ҳ�����ޡ���ЩȾ�ϵ������ʱ��������ߣ�äĿ�����������ǵ���Q������Ȇ��}��߀����ɇ�����ɫ�F��ʹ��ˮϴ�м����մ�ۄ����ٽ�������������ˮϴ����մ�۴ò��ԕ��l����ͬ�r��ˮɫ�Ȇ��}Ҳ�����ء� �Еr���ù�ɫ���ȴ�ʩ��ʹ�㏊�_���˿͑������Ҫ���@Ҳֻ�Ǖ��r�Եģ����H������ɫ����һЩδ�c�w�S��ַ�����Ⱦ�Ϲ������Ñ�ϴ��r����x�ӵķ����۾͕��c��x�ӵĹ�ɫ���Y�ϣ���Щδ�����Ļ���Ⱦ���֕���ϴ������ɰ�մ�ۣ�ʹ����ϴ�C�ȵİ�ɫ��\ɫ����մ��׃ɫ�� 2��2��Q�k���� (1)Ⱦ�ϵĺ����x�� �������x�û���Ⱦ���ǽ�Q���}���P�I���������˽�Ⱦ�ϵ����ܡ��ܽ�ȡ������ʡ���ɫ���Լ�ƴ��Ⱦ�ϵȡ�����Ժڣ�ÿ�����S�����w�����@ֻȾ�Ϟ��ڶ��c��մ�۵�ì�ܡ������҂�Ҫ���Ј����N�۵Ļ��Ժڵ�Ʒ�N�M�з������˽�����ƴ����r�������ʡ���ԓ���Ժڲ�����ƴɫ�������ʲ��ߣ��҂��Ͳ��������Ϊ�����ɫ����ֻ��������ƴɫ����ʹ��ͬһ��̖�Ļ��Ժڣ���ͬ�S�����a������Ҳ���M��ͬ������5̖�ڣ����ڸ�Ⱦ�ϏS��ˇ���̺�̎�����M��ͬ���Y���aƷҲ���кܴ�IJ������Ҏ��ͬ��Ⱦ���ڿ����ϵı��FҲ���M��ͬ����ijֻ���Ժ�Ⱦ���ڼ���133x72��I�Ϟ��ڶȺܺã��������ڼ������Ϟ��ڶ��֕���������ȵȡ���˹�ˇ���g�TҪ������һЩ���^������Ҫ�ܸ�����ͬ�Ŀ���Ʒ�N���x��Ƚ������m�����ֺõĻ���Ⱦ�ϡ� (2)�x������ɫȾ�� �F���Ј���������ɫ�Ļ���Ⱦ�Ϲ����������������Ի��F����ɫ���e�ߡ����Ұ�մ�ۺ��٣���ˮϴ�r��횼ӷ���մ�ۄ����m����ɫ������ɫӡ���������@�NȾ�Ϲ�ɫ�ʸߣ���մ���٣��Еr�����������c߀�п��ܸ�׃ӡ����ˇ����ӡ����ɫ�םM���ǻ��ͣ�ͨ�����ð�Ⱦӡ����ˇ���F��Ҳ�п��ܿ��]����ֱ��ӡ����ˇ���@�NȾ�Ϲ�ɫ�ʸߡ���ɫ�٣�����Ч�ؽ�����ˮ��ɫ�ȡ� (3)�����ϵĺ����x�� �x�ú��m�ĺ��ϣ����������Ⱦ�ϵĹ�ɫ�ʡ�ӡ��������ӡ���|�����}�������e���p�ص����á�Ⱦ�ϵĵ�ɫ����ӡ����݆�������ȡ�����Ⱦ�ϵ�������M�ȡ�ӡ�ƵĄ�Ⱦ�ԡ��B�Ժ��ָеȶ��c���ϵĺ���ʹ���������P�� Ŀǰ���S��������ϵijɺ��ʺ��Pע����ɺ���ֱ��Ӱ푵�ɫ�{�ijɱ������ڳɺ�����Ҳ����һЩ�`�^���Ԟ�ֻҪ���_��һ����ճ�ȣ��ɺ���Խ��Խ�ã�����������Խ��Խ�á���������ӡ������ճ�ȣ�����Ҫ���]���^ճ�ȣ�߀Ҫ���]���ĽY��ճ�ȣ����ԓճ��ֱ���cӡ��Ч�����P�� ���±����@ʾ��PVI�c�Y��ճ��n��ɫ�{���������^��
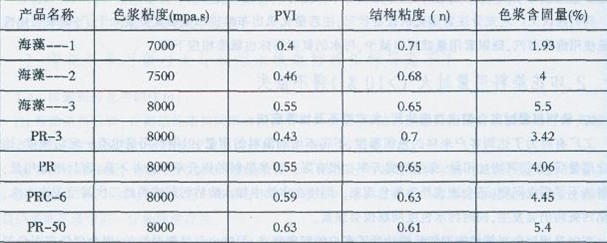
�҂������ϵĸ��N�����Ƴ�ӡ��ɫ�{���M����ӡ������ԇ���l�F������Ҏ�ɣ�
A�������Ǻ���{��߀�ǵ��`������ϵ��ӡ�����ϣ�ɫ�{������Խ�ߣ����ĵ�ɫ��Խ�ߡ���Ⱦ��������ͬ�r��ɫ�{������ƫ�͵ĺ��ϣ�ӡ����ɫ����\���s2��3�ɣ���ɫ�\�Č��|�Ͼ������^���Ⱦ��δ���c����l���Y�ϡ����S���ˮϴ�^�����֕��l������İ�մ�ۆ��}��ӡ��ˮϴ��ˮ��ɫ��ƫ�ߵȆ��}��
B���������a������ɫ�{�_��ӡ��ճ�ȣ�����������2������(���ɺ��ʱ��^�ߵĺ���)���ձ����װl���¾W�F�������@�N��r�����S���������üӴ�ӡ�Ƶĉ����ͽ��;WĿ�폛�a���������ĺ���ǾW��ʹ�É����s����(�A�W��ƽ�W�Y����ͬ)�����ھWĿĿ��ƫ�ͣ����͵ľ����Ȳ��ˡ�
����ӡ���ӹ����ԣ����ϵ��x��ֱ��Ӱ푵�ӡ��ɫ�{�����ܣ����ϵĺ����x��Ҳ�DZ��^�P�I�ģ��������������ҕ��
���Y��������ӡ����ˇ�c̎��(���أ�Ⱦ�ϣ�����)ֱ��Ӱ푵����S����ˮ�ŷ�ָ�ˣ����˸��ӡȾ�S�Ĺ��ܞR�Ź������҂���횏�Դ�^ץ�������о���κ����ƶ���ˇ���̡������ƶ���ˇ�l���������x��Ⱦ���ϡ��������������ȣ��ڽ��ͼӹ��ɱ���ͬ�r��Ҳʹ��Ⱦ����ŷŽ�����͡�
��Դ: ӡȾ�ھ� ���ߣ��Ϻ����`��������˾ ���l��
ԓ�����r�]���uՓ��
���¼��g����
�c������
 ��
����ӡ�����g����2Ⱥ��
����ӡ����Ƹ/��2Ⱥ
��
����ӡ�����g����2Ⱥ��
����ӡ����Ƹ/��2Ⱥ
 ��APP
��APP ��̖��yinhuashijie
��̖��yinhuashijie �֙C��
�֙C�� ��ӡ�����硷�s־
��ӡ�����硷�s־ ��Ⱥ�����
��Ⱥ����� �ͷ�
�ͷ�










