
�����;W�^�졿�w�S��ø̎����ȥ����ᘿ������Ľqë���p���������Y�^��ʹ����y·�������⻬��ƽ�������ɷ�ֹ������߮aƷ�n�Ρ� 1 ��Ҏøϴ��ˇ���� 1��1��ˇ���̼�̎�� (1)��ˇ���� ��Ư��ˮϴ���к͡�Ó����øϴ��ˮϴ��ø���к͡�Ⱦɫ (2)̎�� ��øϴ��(g/L) �ж�øϴ �pøϴ �ߝ��ø�Ƅ�Һ 0��7 0��4 ������ 0��23 0��23 �ضȣ��� 55 55 �r�g��min 50 50 �ڜ��кͣ�(g/L) ���A 1��5 ��ϴ�� 1 �ضȣ��� 75��80 �r�g��min 20 1��2��ˇ���ڵĆ��} ��ᘿ��{��Ư�����s�|�ѻ���ȥ�������M��øϴ���ܳ�ְl�]�w�S��ø�����á���øϴ�����ָ��^��B���½��^���أ������a���pɫ�����m���ӏ�ˮϴ��ø������ˮ�������ȹ��o�����⣬��̎��l���o������һ�£��������w�S���������ơ����Ϻ��m�ӹ��ۉm�^��Ҳ�����Ⱦɫɫ�ⲻ�������e�ǰ�ɫ���\ɫƷ�N���S�� ���˽�Q�������}����ͨ�^�ӏ���ˇ�O��Ҏ���������������Ʋ��{��pHֵ������ø���õĕr�g����߹�ˇ�ضȵȣ����aƷ�|���H���и��ƣ��aƷһ��Ʒ��Ҳֻ�ܱ�����85�����ҡ� 2 ���M���� 2��1��ˇ�{�� ���^������ԇ�����a���`���l�F��Ҏ��ˇøϴ����B���½���Ӱ�Ⱦɫ����Ҫ���ء����ǣ�����Ҏ��ˇ�M�������{���� (1)��ˇ���� ����øϴ����Ư��ˮϴ���к͡�Ó����Ⱦɫ (2)̎����(g��L) �ж�øϴ �pøϴ �ߝ��ø�Ƅ�Һ 0��8 0��5 ������ 0��3 0��3 ���� 0��3 0��3 �ضȣ��� 55 �r�g��min 50 2��2�{����ˇ���c ԓ��ˇ�{��������øϴ������ˮϴ����ֱ�ӼӉA����Ư�������ڸߜ�(96��)���A�ԗl�����M����Ư���cԭ��ˇ��ȣ����WƷ�������mȻ�������ӣ���ʡȥ��øϴ���ˮϴ���Լ�ø���к͵ȹ���ʡ����Դ���Ծ����^�õĽ���Ч�档�����¹�ˇ����B�ԡ�����Ҳ�����^��ĸ��ƣ�øϴ��ˇ�l�������ƣ�øϴ������������Ư��ˮϴ��ʹ������Ƀ�������ӹ��ۉm�^�٣��ص�Q�˰�ɫ���\ɫƷ�N���S�Ȇ��}���aƷһ��Ʒ��Ҳ��ߵ�98�����ϡ� 2��3���f��ˇ���^ �քe����ԭ��ˇøϴ���¹�ˇøϴ����ȫ��18��5 tex 1+1�_�y�����M��̎����֮�������tɫ��Ⱦ�����^���ԇ�õ���ͬøϴ��ˇ���������ܵ�Ӱ�(��1)�� ��1�����������ڲ���øϴЧ���_���͑�Ҫ�����r�£��¹�ˇ̎����IJ���ëЧ�������^����ȵĸ��ƣ��p���ʡ������pʧ�ʽ��ͣ����ɫ�ζȾ���߰뼉���ϣ������ѽӽ�δøϴ�������ܣ��f���{������¹�ˇ���Ќ����еġ� ��1��ͬøϴ��ˇ����ᘿ������ܵ�Ӱ� ע�������pʧ��δøϴ�Ğ���ʡ� 3 ע����� (1)���w�S��øǰ��������횽��� (2)pHֵ����{��4��5��5��0�� (3)���w�Sø�r������P�]�C�_��������ֹ�ֲ��ض��^�߶�ʹ�w�Sø�����½��� (4)øϴ����Ư�ĉA��Ҫ�m�������Ԅ����к�øϴԡ�е�����ˣ��M����Ư�Ĺ�ˇ����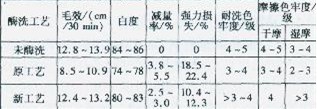
��Դ: ӡȾ�ھ� ���ߣ��ε´�����ؔ��(����ʡ��ƽ�ʺ�Ⱦ������˾��������ƽ353000)
ԓ�����r�]���uՓ��
���¼��g����
�c������
 ��
����ӡ�����g����2Ⱥ��
����ӡ����Ƹ/��2Ⱥ
��
����ӡ�����g����2Ⱥ��
����ӡ����Ƹ/��2Ⱥ
 ��APP
��APP ��̖��yinhuashijie
��̖��yinhuashijie �֙C��
�֙C�� ��ӡ�����硷�s־
��ӡ�����硷�s־ ��Ⱥ�����
��Ⱥ����� �ͷ�
�ͷ�










