

�����;W�^�졿ë���aƷ��ȫ��ӡ�����ַQȫ�ε�ӡ����������鲼�M���ĈD��������t�ǝ���ëȦ��ӡ��ɫ�{�����û���Ⱦ�ϣ�Ҳ��Ϳ��ӡ���������cͿ�ϻ��ӡ����������Ȳ��ُS�Ҷ�������ȫ�ε�ӡ���aƷ���Ј��������_�l���a��ȡ���˿�ϲ�Ľ���Ч�档�����ڸ��S�l����һ���b�䲻ͬ����ˇ�����ϵIJ����ӳ���aƷ�|���ߵͲ�һ��������ĮaƷ�I�r�Ͽ�����Ʒ�|�ĮaƷ�I�r��4.20-4.50Ԫ���ɼ�����ˮƽ�ĮaƷ�I�rֻ��2.50��2.60Ԫ���ɼ�,�r�����²60��70�����ң��ĮaƷ�|���Ͽ������м��҅f�P�ڡ�ȫ�ε�ӡ��ë���|���˜��a�䕺�вݰ����˜ʈ��У��еďS���|��ָ�˸��_90��95�������еďS�ҮaƷ�|��ֻ��40��45���������еďS���|��߀���^30������˴�IJ�࣬�o��I�����Ľ���Ч��Ҳ���M��ͬ��������ȫ�ε�ӡ��ë�팍��ˮƽ�����ʹ�҂��ĮaƷ�ɳ��ӹ����͙n�Σ�����ӹ�����Ʒ�|����lչ����ˮƽ���ϙn�Ρ�����ȣ������Ĕ[Ó��ˮƽ���̓r��aƷ�����Ј����C�ﶷ����������T��������H�Ј���ѭ�h�������҂���I�������ڵ���߽���Ч���c�Ј���������Ҫ�e�롣�ҏS��1978����_ʼ��ȫ��ë����ԇ�ƹ��������g���v�ˏ��ֹ�ӡ���lչ��Cеӡ�����ĆΗl��ӡ�������������ˇ�lչ���Bƥӡ��������������ĺ�ª�ķ�Ͳ��̎���lչ�����M���B�mʽ��Чƽϴ�C��̎�����^��.��ˌ�ȫ��ë��ӡ�������a�^���и����Ҫ���gָ�˵Ĵ_�������P��Ӱ����������о���̽ӑ�����ƺͰlչ��ȫ��ӡ��ë���Ĺ�ˇ���g�����ľ͌����a���`�е�һЩ�w�����Ԕ�����
1 ԇ��
1��1���ϼ���Ҫ�O��
1.1.1ԇ����
�������21s ��
���ؽ���21s��
���� ��21s��
ëȦ��1�s6.0��6.2��320g/m2�p��ë����
1.1.2��Ҫ�O��
Kc7A-Iӡ���C �_������ӡȾ�Cе
݁��ʽ�����C
SXM-1800���Ԅ�ƽ��ˮϴ�C �o�a�AʢӡȾ�Cе�S
�Ғ�ʽ�L�h���L����C
1��2ӡ��ǰ̎��
1��2��1��ˇ����
ë���������p�ӡ���ס������ˮϴ��Ư�ס�ˮϴ�����ס�˦�ɺ���
1��2��2��ˇ�l��
��Ư��ˇ�l���繤ˇ������ʾ��ÿ��ë������200kg����Һ2000L��ԡ��1�s10��
������
1��2��3��ˇ̎��
(1)����ˇ��o.m.f��,%
NaOH 18
WF��8810�ߜ��͉A������ 1.4
(2)Ưϴ���ׄ�(omf),%
H2O2 1.8
WF-8807��Ư������ 1.0
WF-8808���Ϸ�ɢ�� 0.5
WF-8810�ߜ��͉A������ 0.4
1.2.4�z�y����/�|���u�r
(1)������:�yëЧ,�Ҵ���,30min��Һ�w�����߶�
(2)�ȣ�ZBD�Ͱȃx
(3)�|���yԇ�Y��

1��2��5ע�����
��1�����N����Ҫ����Q�������Cÿ�ײ�����һ�¡�
��2����ˇ�l��Ҫ������ƣ�ÿ�ײ���ˇ�z�����Σ�����Ԕ��ӛ䛣����ڸ��M��
��3�������a�^���и������������Ʒ�ϵأ�ʹ�õ��\ݔ����Ҫ�Ƀ�������
1.3ӡ����ˇ
ȫ��ӡ����ˇ�c��Ҏӡ����ˇ����^����^�e�������һ�ľW�����M��ȫ�ε�ӡ�����ҹ�ӡ�Δ��Ƕ���4�Σ��乤ˇ���̴��飺�ʂ��ӡ���������������ƽϴ�����
1��3��1ԭ���{��
ƽ�Wӡ���r��ɫ�{ʢ����ƽ�W�ϣ��ܵ��ε������r���^�Y�Wӡ�������ϣ����Ҫ��ɫ�{����һ������׃�ԡ��W�Լ����õķ����ԡ��õĺ�����ӡ�ƕr�ܱ��։K�����݆�����������l������Ч�����e��ȫ��ӡ��ë������Ҫ��������õ�ˮ���ԡ��^�ߵ��ƺ��ʼ����õĹ�ӡ�ԡ������N���ϾC��ԇ���Ժ������c����r���m�С����|����������܃��������ɞ��ҏSӡ���ú���֮���x��
ԭ��̎����g/L
�������c 45
��Ⱦ�}S 8
�������c 1
��ƫ�����c 1.5
ˮ x
pHֵ 7.5��8
��{�r�g 4h
��{�ض� ����
�������ں������c��׃�|��{Ҫ�ٴ�,�S���S���Է�ɫ�{׃�|.
1.3.2Ⱦ���x��
ȫ��ӡ����ˇ�ɲ��û���Ⱦ��ֱ��ӡ����Ϳ��ֱ��ӡ���������cͿ�Ϲ�ͬӡ���ȹ�ˇ����ë�������ϣ������û���Ⱦ�ϡ����]������Ⱦ��ӡ�ƵĿ����ں�̎���^��ʽ��������ɫ��մɫ���������x��Ⱦ�ϕr���ȫ�濼�]�����x���ܽ�ȸߣ���ɫ�ʸߣ���ϴ�Ժõ�Ⱦ�ϣ�һ�㑪�߂��������ܣ�
��1�� Ⱦ�ϱ�횾��иߵĹ�ɫ�ʺͷ������ʡ�
��2�� ���Ѓ����ĔUɢ���B����Ⱦ���ܣ������x��ijЩ��Ⱦ�Ϸ��ӽY���������Ⱦ����^���Ʒ�N��������ɴ�K�滨����Ⱦ�Ͼ�Ⱦ�Բ���l����
��3�� ���c����Ⱦ���Ѓ���Ʒ�N�������ԣ�����ƴɫ�r�ܮa����һ��ɫ�{����ˑ��M������ͬ��Ի��F��Ⱦ����ƴ���Ա��C�lɫ����
�����ώׂ������������ˇ̎�����x�õ�Ⱦ�ϣ��������ԑ����ã�������������H�������Uɢ���ʺͷ����ԣ����ڎׂ����^���С��ɫ��\��ɫ�����a��ƫ�x��ɫ�࣬�翨��ɫ����ɫ���Gɫ�Ͳ���ɫ�ȣ��ҏS�����S����ľ��w��r���x̎���������x����ƴɫȾ�ϣ���ᘌ��Ե������̶�ʹ�ã���ƫ�t���������������������y��ɫ��Փƴɫ�������{ɫ����ɫ���t���������x���{��t����ɏ���oɫ���������x�ô�tɫ���oɫ��
����̎��/g/L
��K-BR 18
�{K-GRS 3.5
��K-3R 6
�����H���a�аl�F,ԓ̎����������ɫ��ƫ�x����r���F
���x��̎��g/L
����PNG 18
�SPN-GR 1.8
�tP-8B 6
�mȻ̎�����������aɫ,������Ⱦ�������Ժ�,�p�p��ɫ��ƫ�t��ƫ�{�Ŀ����ԣ��ڌ��H���a�r���F��������ɫ�ⷀ���ԡ�
1.3.3�{��ɫ�{
ƽ�Wӡ���r��ɫ�{ʢ����ƽ�W�ϣ��ܵ������r���^�Y�Wӡ�������ϣ����Ҫ��ɫ�{������һ���ĝ����ԡ�ճ�������Ⱦ�������������r�£�ɫ�{Ҫӡ����������Ļ��y����Ҫ��һ�������ԣ����M�뿗��M���g϶����Ҫ��һ��ճ�ȣ������^�ڝB����ɫ�{��ճ��ͬ������ë����Ч����ë�q�L�̡��Ű����������x�z�WĿ�����x������P���ɸ�����ͬ�l���m���{��ɫ�{ճ�ȣ�����ע��ɫ�{ճ��̫С��ɫ�{��δ�܉���r�¾͕��B�������ɻ�ɫ��ճ��̫�t�Ű��L���ܵ�������̫���y��������a��ӡ�����ϵ��x��Ҫ���]�������أ�����Щ�����ǻ���ì�ܺ��Ƽs�ģ���ӡ�ԣ��oɫ�����ɱ��ȣ����S�������Լ��Č��H��r�x���ҏS�x�ú������c���������ϣ�����r���m�У����|�����������ձ顣
ԭ�{���ƣ�
�䷽�� ˮ 45
���� l0
�������c 3
��Ⱦ�} 1
���A 3
���턩 5
Ⱦ�� x
�ټ�ˮ�� 100
�{�Ʒ������ȷ�ˮ�����ء���Ⱦ�}���������c�����ٔ���(3400�D����)25��犣��ټӼ��A�����턩���a����ˮ��������5��犣����ã������Õr�g�^�L���������������á�
ɫ�{���ƣ��QȡҎ������Ⱦ�ϣ������m���������ܣ���95�����ϟ�ˮ�ܽ�(ˮ����ɫ�{������10%���� )����ȫ�ܽ���^�V��Ҏ������ԭ�{�У��������ʹ�á����ɫ�{�д����w�ϻ��s�|��ɫ�{ӡ��ǰ���úY�W�^�V��
1.3.4��ӡ��
ӡ���^���л����������Ű����x�������{����Ƥ����ϴ���̶ȵȗl����ֱ��Ӱ푵�ӡ��Ч����
(1)�����
�Ű�r����Ҫ���]���淽�㣬��Ҫ���]���BӡЧ�����Լ���ֹ�ϰ桢��ɫ���������`���҂����������һ��飺
A����ӡ�c������ӡ�K�棬���ӡ�M��(����)
B����ӡС��e����ӡ����e(��ֹ�ϰ桢��ɫ)
C����ӡ�\��ɫ����ӡ���ɫ(��ֹ�ϰ桢��ɫ)
D����ӡ�Σ���ӡ�دB(���B���^��)��
ͬ�r���ڿ��ܵ���r�£��M���g�����棬��ʹ�g���M���Ӵ��@�����Ѓɂ���̎��(1)�ɼ��r�^��ӡ��Ч�������r�{����(2)�g���࣬��ʹɫ�{�Ըɣ��p���ϰ桢��ɫ�F��
(2) �������x��
�Ű������ٹΝ{݁�������A�Σ���Ƥ���µ�늴��F���Ӷ��L�ӣ��ɿ���׃�Ű�����������ֱ�����{���o�{����ӡ�ԣ�Ҳ�ɼӴ�ň�����(������)���ӡ�ԡ��ҏSʹ�õ�ӡ���C�����������{���Ű�Ҏ���12��25mm��
���������x�����±�:

��3��ӡ��ӻ�
����ë���߅��߅�ӣ��ɶ˵�ƽ������M����ͬ�����Ҳ��ͬ��������ë���ߴ�IJ���������һ����ȫ���cӡ���C�Ąӳ����Ǻϣ��錦�ʻ�λ���Еr���ۯB��С��ƽ�����@�Ӿ������ӡ��ε���F��ӡ�����İװߣ�����ں�܇�^��߅������ˢ���rѸ�ٵ���ë���M�����ǰ�M���a�{����
(4) Ƥ����ϴ�����z
ȫ�ε�ӡ���ĝM��ɫ�{ӡ��ë����߅�����д���Ⱦ��ճ����Ƥ���ϣ�Ҫ�Թε���ëˢ�͇����b����ϴ�����{���ε���ëˢ�ĸߵͣ��_����ϴ�Ƀ�ɫ�{�����θ�ˮ�n�����Ƥ����ˮ���t�zˮ�����y�Ը���ë��������ë��մˮ����ӡ��ɫ�{���םB�����^�ء�
1.4 ��̎��
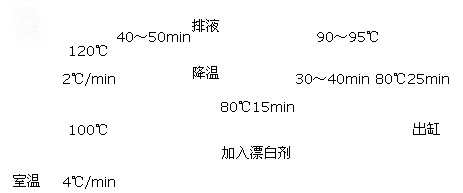
1.4.1��ɺ�����
ӡ�����ë����횳�ֺ�ɣ����Ч��ֱ��Ӱ�ӡ���|�������治�ɣ��������ɫ��մɫ�ȴò�����ɲ����������r�lɫ�̶Ȳ�һ�ӣ������ɫή,��ɕr��ɫ�{�еĻ���Ⱦ�Ϻ��w�S�е��u���ډA�ԗl���·������_���ֲ���ɫ�������r���俗��ӟ���������������ˮ��ʹȾ���ܽ⣬�w�S��Û��Ⱦ�Ϸ��ӔUɢ�M���w�S�Ȳ��������w�S�Ȳ��������У��Ķ������lɫ�����F���r�G��ɫ�ɡ���ɕr���ضȲ����^�ߣ��ض��^�ͻ�r�g̫�̄t�o�����ë����Ҳ�o���õ�����ɫ�ɡ������r�����ރȑ�����һ����ȣ���ʹȾ���ܽ⣬�w�S��Û����������^��Ⱦ�Ϸ��ӕ��l��Ӿ�ƣ�մ��ë�������ԟoˮ�ε���ë���Ϟ��ˡ������ܷ�Ҫ�ã���t���������ضȟo���_��Ҫ�����ɫή��ɫ����
����c�����l������:
1.4.2����ˮϴ
�������ë����횼��rˮϴ����һ����Ⱦ�ϵĹ�ɫ��ֻ��5O% ���ң�δ��ɫ��Ⱦ����ϴ��r���䵽ϴҺ�У��ױ��w�S������մ�Ͽ����ˣ����M������ϴҺ�е�Ⱦ�ϝ�ȣ��ô�����ˮ�_ϴ��Ȼ���ˮϴ������ˮϴ�������ɫ�ĝM��ӡ��ë����ˮϴ�r�_ˮ��Ҫ�m���Ӵ������ë���ϵĴ�����ɫ�͝{�ϣ�Ȼ������ˮϴ���ҏS����ƽϴ�C�M��ӡ����̎�����乤ˇ�������£�
��܈��ˮ��60���ˮϴ������ˮϴ������ˮϴ��һ98��l00 ������Ӱס� 98�� 100������Ӱס�60���ˮϴ������ˮϴ������ˮϴ�� ܈ˮ��98��l00������Ӱ� 98��100������Ӱס�60���ˮϴ������ˮϴ��܈ˮ��ë��������
����Ӱ�̎����g/L
���� 3
209��ϴ�� 3
�������c 0.15
���ׄ�VBL 0.05
��մ�ۄ� 0.2
܇��һ��ӡ��ë��12m/min,ȫ��ӡ��ë��8m/min.
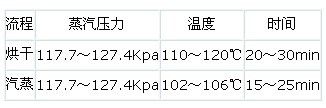
1.4.3����
���﹤ˇ�l���飺�ض�95�� ���r�g2min܇��8��l0m ��min.�҂��S�Dz��õğo������������Më��ԡ�����|�С����ɶȺ�ëȦ�����жȶ������õ�Ч����ʹë��������ܛ���S�M���L��
2 ��Ҋ���c�����c����
2.1݆��������
��1���a��ԭ��ɫ�{�^ϡ������̫�ࣻëЧ�^�ӡ��������ɫ�{�����W�ס�
��2����ʩ�c���ߣ�����ɫ�{��ϡ�m�У�ȫ�Ν{��90��/s���λ�{��60��/s�������l���ֈD���ĝ{��45��/s�����Ϲ�Ҫ�ڼ����ټ��ϣ��ӏ��˝{�����ëЧ��ӡ���ص�ɣ�ɫ�{�^�Vʹ�á�
2��2¶��
��1���a��ԭ�W�������̫�ܣ�ɫ�{���ϲ����r���ɰ棻ɫ�{ճ��̫�Ű�������
��2����ʩ�c���ߣ������x�úY�W��̖��ɫ�{�^�Vʹ�ã�����ؓ؟���ϡ��{���m��ճ��ɫ�{���ӏ��Ű��������ԡ�
2.3�Bɫ
��1���a��ԭ��ӡ�������ʸߣ��_������ˮ�ߣ�ɫ�{ϡ��ճ�Ȳ�Ű����^�W��̶����Σ�܇�g�ض�̫��
��2����ʩ�c���ߣ�ӡ������ɣ����ˮϴ�b�ã��{��ɫ�{����cճ�ȣ�������ͬ�{���x�ò�ͬ�Ű����W��̶�Ҫ�Σ����һ�£�����܇�g�ضȲ���̫��
2.4��ɫ����
��1���a��ԭ�W�z�x�ò�����ɫ�{���ܲ���Ҫ��ɫ�{�������²��Ű��x�á�ʹ�ò��m����ӡ��ǰ̎������
��2����ʩ�c���ߣ��������z�W,���W��������һ��;�����x��ɫ�{ճ��;ɫ�{�������������;�����x��ʹ�ôŰ�;ӡ��̎������һ�¡�
2.5�ָ��^Ӳ
��1���a��ԭ��ӡ��ǰ̎�����M;ӡ�{ճ��̫��,�y��ȥ��;�دB��̫�ࣻ
��2����ʩ�c���ߣ�ӡ��ǰ̎�����ȥ���s�|���x���m��ճ�ȵĝ{�ϣ���Dע���دBɫҪ�٣��Ν{���՝{Ҫ�����ӏ���̎����Ҫ�����һ�¡�
��Դ: ӡȾ�ھ�
ԓ�����r�]���uՓ��
���¼��g����
�c������
 ��
����ӡ�����g����2Ⱥ��
����ӡ����Ƹ/��2Ⱥ
��
����ӡ�����g����2Ⱥ��
����ӡ����Ƹ/��2Ⱥ
 ��APP
��APP ��̖��yinhuashijie
��̖��yinhuashijie �֙C��
�֙C�� ��ӡ�����硷�s־
��ӡ�����硷�s־ ��Ⱥ�����
��Ⱥ����� �ͷ�
�ͷ�










