�����;W�^�졿���y��Ͳ�Ӽ�Ⱦɫ��ˇ��քe�M��ǰ̎���� Ⱦɫ��Ⱦɫ��̎���������A�������������������̺ĕr�L��ˮ��늡��������Ĵ�ˑ�������ǰ̎����������͜ؾ�ȾͨBHA��Ⱦɫ���M��ɫ��FS�͵͜��� ϴ�� SPF�ȣ���60����Ͳ�Ӽ���ʩǰ̎������ɫ[Ⱦɫ��Ȟ�3%(owf����]Ⱦɫһԡ����ˇ������6O����ϴ��ԓ��ˇ�s����Ⱦɫ�^�̣����@�����sˮ��늡����͕r�g��
����1 ���a��ˇ
����1.1 ���Ϻ��O��
��������14.6 tex������
����Ⱦ���ϵ͜ؾ�ȾͨBHA��Ⱦɫ���M��ɫ��FS (�Ϻ��з��ž�����������˾);Ԫ����(ɽ�����L����);���A(ɽ�|����);ȥ�A�����͜���ϴ��SPF��ƽ����ܛ��(�Ϻ���ɣ��������);��ɫ��(��� ���v�_�p�������S);���Ժ�MZ��NN���SMZ��BD���tMZ.BD (�������ݻ���)��
�������a�O��HS-10l��ʽ�jͲ�C����THIESͲ�Ӽ�Ⱦɫ�C
����1.2 ��ˇ����
����
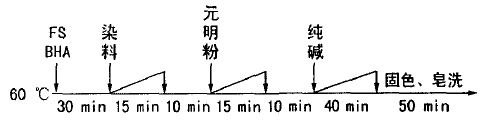
����1.3 Ͳ�Ӽ�һԡ��Ⱦɫ��ˇ
����(1)ǰ̎����ˇ̎��/(mL/L)
�����͜ؾ�ȾͨBHA 2
����Ⱦɫ���M��ɫ��FS 1
����(2)Ⱦɫ̎��/%(owf)
������ɫ
������MZ.NN 7.5
�����SMZ.BD 1.0
�����tMZ��BD 0.7
����Ԫ���� 80
�������A 20
�����tɫ
�����SMZ��BD 1
�����tMZ��BD 4
����Ԫ���� 7O
�������A 2O
����(3)��̎��̎��/(mL/L)
����ȥ�A��0.3
�����͜���ϴ��SPF 2
������ɫ�� 3
����ƽ����ܛ�� 3
������̎����ˇˮϴ(50�� ��50 min������ȥ�A���к�)һˮϴ(60�� ��20 min�����˵͜���ϴ��SPF)һˮϴ(60�� ��20 min)һˮϴ(40�� ��20 min)
����2 ȾɫЧ��
����2.1 ɫ��
������Ⱦ�׃��S���ȡһ��Ͳ�ӣ�����ӌ�Ͳ�Ӽ��ăȡ��С�����M��ɫ��yԇ������Ӽ��Ӟ�˘ӣ��Y��Ҋ��1��
���� �����ɱ�l��֪������һԡ��Ⱦɫ��ˇ����ɫ�ͼtɫƷ�N������ �С����ɫ��ֵ��E��С��1���ҿ��u��ɫ�����4.5�����ϣ�Ⱦɫ�^�����
�����ɱ�l��֪������һԡ��Ⱦɫ��ˇ����ɫ�ͼtɫƷ�N������ �С����ɫ��ֵ��E��С��1���ҿ��u��ɫ�����4.5�����ϣ�Ⱦɫ�^�����
����2.2 Ⱦɫ�ζ�
������ȡ��ɫ�ͼtɫƷ�N���M��ɫ�ζȜyԇ(��2)��
����
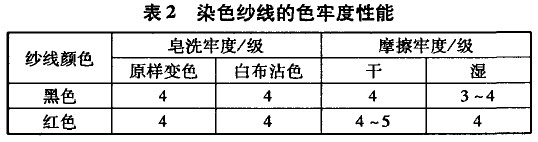
�����ɱ�2��֪������һԡ����ˇ�����ɫ�ͼtɫƷ�N����ϴ��Ħ���ζȾ��_3.5�����ϣ�����Ҫ��
����3 ������
����������������˾ÿ��Ⱦ���a����s150 t��������ɫͲ�Ӽ�Ⱦɫ�s20%��ÿ�²���һԡ����ˇ���a��ɫ����30 t��
����(1)��ˮ���y��ˇȾ��ɫ��ˮl3�ף�������һԡ����ˇ��ˮ�H9�ף���ʡ31% ��һ�㹤ˇ��ÿ������ˮ��109 t��ˮ�M��3 Ԫ/tӋ�㣬ÿ�¹��sˮ�M��
����109��30��31%X 3=3 041.1Ԫ
����(2)��늂��y��ˇȾ��ɫ�Õr540 min����һԡ����ˇ�ĕr280 min���Ȃ��y��ˇ��ʡ260 min��Ⱦ���ʞ�110 kW/h�����a��늞�0.6Ԫ/ (kW ��h)��ÿ�¹��s��M��
����260/60��110��0.6��30=8 580Ԫ
����(3)�������y��ˇȾ1 t������������8��10 t������һԡ���������s��3 t����ʡ60% ��70%��ÿ�������r���165 Ԫ/t��ÿ�¹��s������
����6��165 X 30=29 700Ԫ
����(4)�����ɱ��¹�ˇ�е͜ؾ�ȾͨBHA��Ⱦɫ���M��ɫ��FS�͵͜���ϴ��SPF���M�Þ� 490Ԫ/ t��;���y��ˇ�����τ����p��ˮ���p��ˮ���������B������ϴ���͟��A�M�Þ�525Ԫ/ t����ÿ�¹��s�����ɱ���
����(525��490)��30=1 050Ԫ
�����C�����ϸ�헳ɱ���ÿ�¹��s�ɱ���Ӌ�飺
����3 041.1+8 580+29 700+1 050=42 371.1Ԫ
������Դ�����ã����M�ͣ��Z�

 �֙C��ӡ���W
�֙C��ӡ���W ��̖��yinhuashijie
��̖��yinhuashijie